ნაწილების ნახატების დამზადების ზოგადი წესები. ნაწილების სამუშაო ნახატების შესრულების წესი (დეტალაცია) ნაწილების ნახატების შესრულების მაგალითები
პროდუქტიეძახით საწარმოში დასამზადებელ ნებისმიერ ნივთს ან პროდუქციის კომპლექტს.
GOST 2.101-88* კომპლექტი შემდეგი ტიპებიპროდუქტები:
- დეტალები;
- ასამბლეის ერთეულები;
- კომპლექსები;
- კომპლექტები.
საინჟინრო გრაფიკის კურსის შესწავლისას განსახილველად გვთავაზობენ ორი ტიპის პროდუქტი: ნაწილები და აწყობის ერთეულები.
დეტალი- პროდუქტი, რომელიც დამზადებულია იმ მასალისგან, რომელიც არის ერთიანი სახელითა და ბრენდით, შეკრების ოპერაციების გამოყენების გარეშე.
მაგალითად: ბუჩქი, ჩამოსხმული კორპუსი, რეზინის მანჟეტი (გაუმაგრებელი), კაბელის ან მავთულის ნაჭერი მოცემული სიგრძით. ნაწილები ასევე მოიცავს პროდუქტებს, რომლებიც დაფარულია (დამცავი ან დეკორატიული), ან დამზადებულია ადგილობრივი შედუღების, შედუღების და წებოს გამოყენებით. მაგალითად: მინანქრით დაფარული სხეული; ქრომირებული ფოლადის ხრახნი; მუყაოს ერთი ფურცლიდან ერთმანეთზე შეკრული ყუთი და ა.შ.
შეკრების ერთეული- პროდუქტი, რომელიც შედგება ორი ან მეტისგან კომპონენტები, ერთმანეთთან დაკავშირებულია საწარმოო ქარხანაში აწყობის ოპერაციებით (ხრახნიანი, შედუღება, შედუღება, მოქლონები, გაფცქვნა, წებო და ა.შ.).
მაგალითად: ჩარხი, გადაცემათა კოლოფი, შედუღებული კორპუსი და ა.შ.
კომპლექსები- ორი ან მეტი მითითებული პროდუქტი, რომელიც არ არის დაკავშირებული საწარმოო ქარხანაში შეკრების ოპერაციებით, მაგრამ განკუთვნილია ურთიერთდაკავშირებული ოპერატიული ფუნქციების შესასრულებლად, მაგალითად, ავტომატური სატელეფონო სადგური, საზენიტო კომპლექსიდა ასე შემდეგ.
კომპლექტები- ორი ან მეტი მითითებული პროდუქტი, რომლებიც არ არის დაკავშირებული მწარმოებელთან შეკრების ოპერაციებით და წარმოადგენს პროდუქციის ერთობლიობას, რომელსაც აქვს დამხმარე ხასიათის ზოგადი ოპერაციული დანიშნულება, მაგალითად, სათადარიგო ნაწილების ნაკრები, ხელსაწყოების და აქსესუარების ნაკრები, საზომი მოწყობილობების კომპლექტი და ა.შ.
ნებისმიერი პროდუქტის წარმოება იწყება საპროექტო დოკუმენტაციის შემუშავებით. დაფუძნებული მითითების პირობები პროექტის ორგანიზაციავითარდება წინასწარი დიზაინი, რომელიც შეიცავს მომავალი პროდუქტის აუცილებელ ნახაზებს, ახსნა-განმარტებას, ატარებს პროდუქტის სიახლის ანალიზს საწარმოს ტექნიკური შესაძლებლობებისა და მისი განხორციელების ეკონომიკური მიზანშეწონილობის გათვალისწინებით.
წინასწარი პროექტი ემსახურება სამუშაო საპროექტო დოკუმენტაციის შემუშავებას. საპროექტო დოკუმენტაციის სრული ნაკრები განსაზღვრავს პროდუქტის შემადგენლობას, მის სტრუქტურას, მისი კომპონენტების ურთიერთქმედებას, მისი ყველა ნაწილის დიზაინსა და მასალას და სხვა მონაცემებს, რომლებიც აუცილებელია მთლიანი პროდუქტის შეკრების, წარმოებისა და კონტროლისთვის.
შეკრების ნახაზი– დოკუმენტი, რომელიც შეიცავს ასამბლეის განყოფილების სურათს და მის აწყობისა და კონტროლისთვის საჭირო მონაცემებს.
ნახატი ზოგადი ხედი – დოკუმენტი, რომელიც განსაზღვრავს პროდუქტის დიზაინს, მისი კომპონენტების ურთიერთქმედებას და პროდუქტის მოქმედების პრინციპს.
სპეციფიკაცია– ასამბლეის განყოფილების შემადგენლობის განმსაზღვრელი დოკუმენტი.
ზოგად ნახაზს აქვს ასამბლეის განყოფილების ნომერი და SB კოდი.
მაგალითად: აწყობის ერთეულის კოდი (სურათი 9.1) TM.0004ХХ.100 SB იგივე ნომერი, მაგრამ კოდის გარეშე, აქვს ამ აწყობის ერთეულის სპეციფიკაცია (სურათი 9.2). შეკრების განყოფილებაში შემავალ თითოეულ პროდუქტს აქვს საკუთარი პოზიციის ნომერი, რომელიც მითითებულია ზოგადი ხედვის ნახაზზე. ნახაზზე პოზიციის ნომრის მიხედვით შეგიძლიათ იხილოთ სპეციფიკაციაში ამ ნაწილის დასახელება, აღნიშვნა, ასევე რაოდენობა. გარდა ამისა, შენიშვნაში შეიძლება მითითებული იყოს მასალა, საიდანაც მზადდება ნაწილი.
9.2. ნაწილების ნახატების შესრულების თანმიმდევრობა
ნაწილის ნახაზიარის დოკუმენტი, რომელიც შეიცავს ნაწილის სურათს და სხვა მონაცემებს, რომლებიც აუცილებელია მისი წარმოებისა და კონტროლისთვის.
ნახაზის დასრულებამდე აუცილებელია გაირკვეს ნაწილის დანიშნულება, დიზაინის მახასიათებლები და შეჯვარების ზედაპირების პოვნა. ნაწილის სასწავლო ნახატზე საკმარისია აჩვენოთ მასალის გამოსახულება, ზომები და ხარისხი.
- აირჩიეთ მთავარი სურათი (იხ.).
- დააყენეთ სურათების რაოდენობა - ხედები, სექციები, სექციები, გაფართოებები, რომლებიც ნათლად იძლევა წარმოდგენას ნაწილის ფორმასა და ზომაზე და შეავსეთ მთავარი სურათი ნებისმიერი ინფორმაციით, გახსოვდეთ, რომ ნახატში სურათების რაოდენობა უნდა იყოს მინიმალური. და საკმარისი.
- აირჩიეთ გამოსახულების მასშტაბი GOST 2.302-68-ის მიხედვით. სამუშაო ნახატებზე გამოსახულებისთვის სასურველი მასშტაბი არის 1:1. ნაწილის ნახაზის მასშტაბი ყოველთვის არ უნდა ემთხვეოდეს შეკრების ნახაზის მასშტაბს. დიდი და მარტივი დეტალების დახატვა შესაძლებელია შემცირების სკალაზე (1:2; 1:2.5; 1:4; 1:5 და ა.შ.), მცირე ელემენტები საუკეთესოდ არის გამოსახული გაფართოების მასშტაბით (2:1; 2.5:1; 4:1 ;
- აირჩიეთ ნახატის ფორმატი. ფორმატი შეირჩევა ნაწილის ზომის, სურათების რაოდენობისა და მასშტაბის მიხედვით. სურათებმა და წარწერებმა უნდა დაიკავონ ფორმატის სამუშაო ფართობის დაახლოებით 2/3. ფორმატის სამუშაო ველი შემოიფარგლება ჩარჩოთი GOST 2.301-68* მკაცრი შესაბამისად ნახატების დიზაინისთვის. ძირითადი წარწერა მდებარეობს ქვედა მარჯვენა კუთხეში (A4 ფორმატზე მთავარი წარწერა განთავსებულია მხოლოდ ფურცლის მოკლე მხარის გასწვრივ);
- ნახატის განლაგება. ფორმატის ველის რაციონალურად შესავსებად რეკომენდებულია არჩეული სურათების საერთო მართკუთხედების გამოკვეთა წვრილი ხაზებით, შემდეგ კი სიმეტრიის ღერძების დახატვა. სურათებსა და ფორმატის ჩარჩოს შორის მანძილი დაახლოებით იგივე უნდა იყოს. იგი შეირჩევა გაფართოების, განზომილების ხაზების და შესაბამისი წარწერების შემდგომი გამოყენების გათვალისწინებით.
- დახაზეთ დეტალი. გამოიყენეთ გაფართოების და განზომილების ხაზები GOST 2.307-68 შესაბამისად. ნაწილის წვრილი ხაზებით დახატვის შემდეგ ზედმეტი ხაზები მოაცილეთ. მთავარი ხაზის სისქის არჩევისას, აკონტროლეთ სურათები, დააკვირდით ხაზების თანაფარდობას GOST 3.303-68 შესაბამისად. მონახაზი უნდა იყოს მკაფიო. მიკვლევის შემდეგ, შეავსეთ საჭირო წარწერები და ჩაწერეთ ზომების რიცხვითი მნიშვნელობები განზომილების ხაზების ზემოთ (სასურველია შრიფტის ზომა 5 GOST 2.304-68-ის მიხედვით).
- შეავსეთ სათაურის ბლოკი. ამ შემთხვევაში მიუთითეთ: ნაწილის დასახელება (აწყობის ერთეული), ნაწილის მასალა, მისი კოდი და ნომერი, ვინ და როდის შესრულდა ნახატი და ა.შ. (სურათი 9.1)
გამაგრებული ნეკნები და სპიკერები ნაჩვენებია დაჩრდილული გრძივი მონაკვეთებით.
ნახაზი 9.1 – „ქეისის“ ნაწილის სამუშაო ნახაზი
9.3. ზომების გამოყენება
განზომილება ნახატზე მუშაობის ყველაზე მნიშვნელოვანი ნაწილია, რადგან არასწორად განთავსებული და დამატებითი ზომები იწვევს დეფექტებს, ხოლო ზომების ნაკლებობა იწვევს წარმოების შეფერხებას. ქვემოთ მოცემულია რამდენიმე რეკომენდაცია ზომების გამოყენების შესახებ ნაწილების დახატვისას.
ნაწილის ზომები იზომება მრიცხველის გამოყენებით შეკრების განყოფილების ზოგადი ხედის ნახაზზე, ნახაზის მასშტაბის გათვალისწინებით (0,5 მმ სიზუსტით). ძაფის უდიდესი დიამეტრის გაზომვისას აუცილებელია მისი დამრგვალება უახლოეს სტანდარტამდე, აღებული საცნობარო წიგნიდან. მაგალითად, თუ მეტრიკული ძაფის დიამეტრი იზომება d = 5,5 მმ, მაშინ აუცილებელია M6 ძაფის მიღება (GOST 8878-75).
9.3.1. ზომის კლასიფიკაცია
ყველა ზომა იყოფა ორ ჯგუფად: ძირითადი (კონიუგატი) და თავისუფალი.
ძირითადი ზომები შედის განზომილებიანი ჯაჭვებში და განსაზღვრავს ნაწილის ფარდობით პოზიციას შეკრებაში, მათ უნდა უზრუნველყონ:
- ნაწილის მდებარეობა შეკრებაში;
- აწყობილი ნაწილების ურთიერთქმედების სიზუსტე;
- პროდუქტის აწყობა და დაშლა;
- ნაწილების ურთიერთშემცვლელობა.
ამის მაგალითია შეჯვარების ნაწილების მდედრი და მამრობითი ელემენტების ზომები (სურათი 9.2). ორი ნაწილის საერთო კონტაქტურ ზედაპირებს აქვთ იგივე ნომინალური ზომა.
ხელმისაწვდომი ზომები ნაწილები არ შედის განზომილებიანი ჯაჭვებში. ეს ზომები განსაზღვრავს ნაწილის იმ ზედაპირებს, რომლებიც არ უკავშირდება სხვა ნაწილების ზედაპირებს და, შესაბამისად, ისინი მზადდება ნაკლები სიზუსტით (სურათი 9.2).

ა- დაფარვის ზედაპირი; ბ- დაფარული ზედაპირი;
IN- თავისუფალი ზედაპირი; დ- ნომინალური ზომა
სურათი 9.2
9.3.2. განზომილების მეთოდები
მიმართეთ შემდეგი მეთოდებიზომა:
- ჯაჭვი;
- კოორდინაცია;
- კომბინირებული.
ზე ჯაჭვი მეთოდი (სურათი 9.3), ზომები შეყვანილია თანმიმდევრობით ერთმანეთის მიყოლებით. ამ ზომით, თითოეული როლიკერის ნაბიჯი დამოუკიდებლად მუშავდება და ტექნოლოგიურ ბაზას აქვს საკუთარი პოზიცია. ამავდროულად, ნაწილის თითოეული ელემენტის ზომის სიზუსტეზე გავლენას არ ახდენს შეცდომები წინა ზომების შესრულებაში. თუმცა, მთლიანი ზომის შეცდომა შედგება ყველა ზომის შეცდომის ჯამისგან. დაუშვებელია ზომების დახატვა დახურული ჯაჭვის სახით, გარდა იმ შემთხვევებისა, როდესაც ჯაჭვის ერთ-ერთი განზომილება მითითებულია მითითებად. ნახაზში მითითების ზომები აღინიშნება * და ველში იწერება: "* ზომები მითითებისთვის(სურათი 9.4).

სურათი 9.3

სურათი 9.4
ზე კოორდინაციამეთოდით, ზომები დგინდება შერჩეული ბაზებიდან (სურათი 9.5). ამ მეთოდით, არ ხდება ზომისა და შეცდომების შეჯამება რომელიმე ელემენტის მდებარეობაში ერთ ბაზასთან მიმართებაში, რაც მისი უპირატესობაა.

სურათი 9.5
კომბინირებულიგანზომილების მეთოდი წარმოადგენს ჯაჭვისა და კოორდინატთა მეთოდების ერთობლიობას (სურათი 9.6). იგი გამოიყენება, როდესაც საჭიროა მაღალი სიზუსტე ნაწილის ცალკეული ელემენტების წარმოებაში.

სურათი 9.6
მათი დანიშნულების მიხედვით, ზომები იყოფა საერთო, დამაკავშირებელი, სამონტაჟო და სტრუქტურული.
განზომილებიანიზომები განსაზღვრავს პროდუქტის მაქსიმალურ გარე (ან შიდა) კონტურებს. ისინი ყოველთვის არ გამოიყენება, მაგრამ ხშირად ჩამოთვლილია მითითებისთვის, განსაკუთრებით დიდი ჩამოსხმული ნაწილებისთვის. საერთო ზომები არ გამოიყენება ჭანჭიკებზე და საკინძებზე.
კავშირიდა ინსტალაციაზომები განსაზღვრავს იმ ელემენტების ზომას, რომლითაც ეს პროდუქტი დამონტაჟებულია ინსტალაციის ადგილზე ან დაკავშირებულია სხვასთან. ეს ზომები მოიცავს: საკისრის ცენტრის სიმაღლე ბაზის სიბრტყიდან; მანძილი ხვრელების ცენტრებს შორის; ცენტრების წრის დიამეტრი (სურათი 9.7).
განზომილებების ჯგუფი, რომელიც განსაზღვრავს კონკრეტული ფუნქციის შესასრულებლად განკუთვნილი ნაწილის ცალკეული ელემენტების გეომეტრიას და ნაწილის ელემენტების განზომილებების ჯგუფი, როგორიცაა ჩამკეტები, ღარები (რომელთა არსებობა გამოწვეულია დამუშავების ან აწყობის ტექნოლოგიით) , შესრულებულია განსხვავებული სიზუსტით, ამიტომ მათი ზომები არ შედის ერთგანზომილებიან ჯაჭვში (სურათი 9.8, ა, ბ).
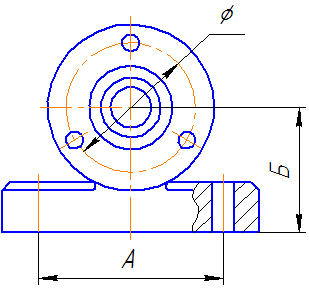
სურათი 9.7
სურათი 9.8, ა
სურათი 9.8, ბ
9.4. ნაწილის ნახატის გაკეთება, რომელსაც აქვს რევოლუციის სხეულის ფორმა
ნაწილები, რომლებსაც აქვთ მბრუნავი სხეულის ფორმა, გვხვდება აბსოლუტურ უმრავლესობაში (ორიგინალური ნაწილების 50-55%) მექანიკაში, რადგან ბრუნვის მოძრაობა არის არსებული მექანიზმების ელემენტების მოძრაობის ყველაზე გავრცელებული ტიპი. გარდა ამისა, ასეთი ნაწილები ტექნოლოგიურად განვითარებულია. მათ შორისაა ლილვები, ბუჩქები, დისკები და ა.შ. ასეთი ნაწილების დამუშავება ხორციელდება ლათებზე, სადაც ბრუნვის ღერძი მდებარეობს ჰორიზონტალურად.
მაშასადამე, ბრუნვის სხეულის ფორმის ნაწილები მოთავსებულია ნახაზებზე ისე, რომ ბრუნვის ღერძი პარალელურად იყო ნახატის სათაურის ბლოკთან(შტამპი). დასამუშავებლად ტექნოლოგიურ საფუძვლად აღებული ნაწილის ბოლო მიზანშეწონილია მოათავსოთ მარჯვნივ, ე.ი. როგორ განლაგდება მანქანაზე დამუშავების დროს. ბუჩქის სამუშაო ნახაზი (სურათი 9.9) გვიჩვენებს ნაწილის შესრულებას, რომელიც არის ბრუნვის ზედაპირი. ნაწილის გარე და შიდა ზედაპირები შემოიფარგლება ბრუნვის ზედაპირებითა და სიბრტყეებით. კიდევ ერთი მაგალითი შეიძლება იყოს "შახტის" ნაწილი (სურათი 9.10), რომელიც შემოიფარგლება ბრუნვის კოაქსიალური ზედაპირებით. ცენტრის ხაზი სათაურის ბლოკის პარალელურია. ზომები მოცემულია კომბინირებულად.

ნახაზი 9.9 - ბრუნვის ზედაპირის ნაწილის სამუშაო ნახაზი

ნახაზი 9.10 — „შახტის“ ნაწილის სამუშაო ნახაზი
9.5. ლითონის ფურცლისგან დამზადებული ნაწილის ნახატის დახატვა
ამ ტიპის ნაწილებში შედის შუასადებები, გადასაფარებლები, ზოლები, სოლები, ფირფიტები და ა.შ. ამ ფორმის ნაწილები დამუშავებულია სხვადასხვა გზები(დაჭედვა, დაფქვა, დაგეგმვა, მაკრატლით ჭრა). ფურცლის მასალისგან დამზადებული ბრტყელი ნაწილები, როგორც წესი, გამოსახულია ერთ პროექციაში, რომელიც განსაზღვრავს ნაწილის კონტურს (სურათი 9.11). მასალის სისქე მითითებულია სათაურის ბლოკში, მაგრამ რეკომენდირებულია ის კვლავ მიუთითოთ ნაწილის სურათზე, ნახატზე - s3. თუ ნაწილი მოხრილია, მაშინ განვითარება ხშირად ნაჩვენებია ნახატზე.

ნახაზი 9.11 - ბრტყელი ნაწილის ნახაზი
9.6. ჩამოსხმის გზით წარმოებული ნაწილის ნახაზის შესრულება, რასაც მოჰყვება დამუშავება
ჩამოსხმა ჩამოსხმის საშუალებით საშუალებას გაძლევთ მიიღოთ ნაწილის საკმაოდ რთული ფორმა, მასალის პრაქტიკულად დაკარგვის გარეშე. მაგრამ ჩამოსხმის შემდეგ ზედაპირი საკმაოდ უხეში აღმოჩნდება, შესაბამისად სამუშაო ზედაპირები დამატებით მექანიკურ დამუშავებას საჭიროებს.
ამრიგად, მივიღებთ ზედაპირების ორ ჯგუფს - ჩამოსხმის (შავი) და ჩამოსხმის შემდეგ დამუშავებულ (სუფთა).
ჩამოსხმის პროცესი: ჩამოსხმის ყალიბში ასხამენ გამდნარ მასალას, გაციების შემდეგ სამუშაო ნაწილის ამოღება ყალიბიდან, რისთვისაც სამუშაო ნაწილის ზედაპირების უმეტესობას ჩამოსხმის ფერდობები აქვს, ხოლო შეჯვარების ზედაპირებს ჩამოსხმის დამრგვალების რადიუსი.
ჩამოსხმის ფერდობები არ უნდა იყოს გამოსახული, მაგრამ ჩამოსხმის რადიუსი უნდა იყოს გამოსახული. დამრგვალების ჩამოსხმის რადიუსების ზომები მითითებულია ტექნიკური მოთხოვნებინახატი წერით, მაგალითად: ჩამოსხმის დაუზუსტებელი რადიუსი 1,5 მმ.
განზომილებების გამოყენების მთავარი მახასიათებელია: რადგან არსებობს ზედაპირის ორი ჯგუფი, ანუ ზომის ორი ჯგუფი, ერთი აკავშირებს ყველა შავ ზედაპირს, მეორე აკავშირებს ყველა სუფთა ზედაპირს და თითოეული კოორდინატისთვის დასაშვებია მხოლოდ ერთი ზომის დადება. , აკავშირებს ზომის ამ ორ ჯგუფს.
სურათზე 9.12, ეს ზომებია: მთავარ სურათზე - საფარის სიმაღლე - 70, ზედა ხედში - ზომა 10 (ნაწილის ქვედა ბოლოდან) (მონიშნულია ლურჯად).
ჩამოსხმისას გამოიყენება ჩამოსხმის მასალა (ასო L აღნიშვნაში), რამაც გაზარდა სითხე, მაგალითად:
- ფოლადი GOST 977-88 მიხედვით (ფოლადი 15L GOST 977-88)
- ნაცრისფერი თუჯი GOST 1412-85 მიხედვით (Sch 15 GOST 1412-85)
- სპილენძის ჩამოსხმა GOST 17711-93 მიხედვით (LTs40Mts1.5 GOST 17711-93)
- ალუმინის შენადნობები GOST 2685-75 (AL2 GOST 2685-75) მიხედვით

ნახაზი 9.12 - ჩამოსხმის ნაწილის ნახაზი
9.7. ზამბარის დახატვა
ზამბარები გამოიყენება მოცემული მიმართულებით გარკვეული ძალების შესაქმნელად. დატვირთვის ტიპის მიხედვით ზამბარები იყოფა შეკუმშვის, დაჭიმვის, ბრუნვისა და ღუნვის ზამბარებად; ფორმაში - ხრახნიანი ცილინდრული და კონუსური, სპირალური, ფურცელი, დისკი და ა.შ. სხვადასხვა ზამბარის ნახატების შესრულების წესები დადგენილია GOST 2.401-68. ნახაზებში ზამბარები დახატულია პირობითად. ხვეული ცილინდრული ან კონუსური ზამბარის ხვეულები გამოსახულია კონტურის მონაკვეთებზე მიმავალი სწორი ხაზებით. ნებადართულია მონაკვეთში მობრუნების მხოლოდ მონაკვეთების გამოსახვა. ზამბარები ნაჩვენებია მარჯვენა გრაგნილით, ტექნიკურ მოთხოვნებში მითითებული ხვეულების ნამდვილი მიმართულებით. ზამბარის სასწავლო ნახაზის მაგალითი ნაჩვენებია სურათზე 9.13.
ზამბარზე ბრტყელი საყრდენი ზედაპირის მისაღებად, ზამბარის გარე ხვეულებს აჭერენ კოჭის ¾-ით ან მთლიანი ხვეულით და დაფქვავენ. დაჭერილი მოხვევები არ ითვლება მუშად, შესაბამისად n შემობრუნების ჯამური რაოდენობა უდრის სამუშაო მოხვევის რაოდენობას პლუს 1.5÷2:n 1 =n+(1.5÷2) (სურათი 9.14).
მშენებლობა იწყება ღერძული ხაზების დახაზვით, რომლებიც გადის ზამბარის ხვეულების მონაკვეთების ცენტრებში (სურათი 9.15, ა). შემდეგ ცენტრის ხაზის მარცხენა მხარეს იხაზება წრე, რომლის დიამეტრი უდრის მავთულის დიამეტრს, საიდანაც ზამბარა მზადდება. წრე ეხება ჰორიზონტალურ ხაზს, რომელზეც ზამბარა ეყრდნობა. შემდეგ თქვენ უნდა დახაზოთ ნახევარწრიული ცენტრიდან, რომელიც მდებარეობს მარჯვენა ღერძის გადაკვეთაზე იმავე ჰორიზონტალური ხაზით. ზამბარის ყოველი მომდევნო კოჭის ასაგებად, ხვეულების მონაკვეთები აგებულია მარცხნივ, საფეხურის მანძილზე. მარჯვნივ, ხვეულის თითოეული მონაკვეთი განლაგდება მარცხნივ აგებულ ხვეულებს შორის მანძილის შუაზე. წრეებზე ტანგენტების დახაზვით მიიღება ზამბარის განივი გამოსახულება, ე.ი. ზამბარის ღერძზე გამავალი თვითმფრინავის უკან მდებარე ხვეულების გამოსახულება. შემობრუნების წინა ნახევრების გამოსასახავად, ასევე დახაზულია წრეების ტანგენტები, მაგრამ მარჯვნივ აწევით (სურათი 9.15, ბ). საყრდენი შემობრუნების წინა მეოთხედი აგებულია ისე, რომ ნახევარწრის ტანგენსი ერთდროულად შეეხოს მარცხენა წრეს ქვედა ნაწილში. თუ მავთულის დიამეტრი 2 მმ ან ნაკლებია, მაშინ ზამბარა გამოსახულია ხაზებით 0,5 ÷ 1,4 მმ სისქით. ხვეული ზამბარების დახატვისას ოთხზე მეტი მობრუნებით, აჩვენეთ ერთი ან ორი შემობრუნება თითოეულ ბოლოზე, საყრდენის გარდა, დახაზეთ ღერძული ხაზები მოხვევის მონაკვეთების ცენტრებში მთელ სიგრძეზე. სამუშაო ნახაზებში ხვეული ზამბარები გამოსახულია ისე, რომ ღერძს აქვს ჰორიზონტალური პოზიცია.
როგორც წესი, სატესტო დიაგრამა, რომელიც აჩვენებს დეფორმაციების (დაძაბულობა, შეკუმშვა) დამოკიდებულებას დატვირთვაზე (P 1; P 2; P 3), სადაც H 1 არის ზამბარის სიმაღლე წინასწარ დეფორმაციაზე P 1, მოთავსებულია სამუშაო ნახაზი; N 2 - იგივე, სამუშაო დეფორმაციით P 2; H 3 – წყაროს სიმაღლე მაქსიმალური დეფორმაციის დროს P 3; H 0 – ზამბარის სიმაღლე მუშა მდგომარეობაში. გარდა ამისა, გაზაფხულის გამოსახულების ქვეშ მიუთითეთ:
- გაზაფხულის სტანდარტული ნომერი;
- გრაგნილის მიმართულება;
- n – სამუშაო მონაცვლეობის რაოდენობა;
- შემობრუნების საერთო რაოდენობა n;
- გაშლილი ზამბარის სიგრძე L=3,2×D 0 ×n 1 ;
- ზომები მითითებისთვის;
- სხვა ტექნიკური მოთხოვნები.

ნახაზი 9.13 - ზამბარის სამუშაო ნახაზი
 |
|
| ა | ბ |
სურათი 9.14. წინასწარ დატვირთული ზამბარის ხვეულების სურათები

სურათი 9.15. ზამბარის გამოსახულების აგების თანმიმდევრობა
9.8. სიჩქარის ნახაზის გაკეთება
გადაცემათა კოლოფი არის მრავალი დიზაინის მოწყობილობებისა და მექანიზმების მნიშვნელოვანი კომპონენტი, რომლებიც შექმნილია მოძრაობის გადაცემის ან გარდაქმნისთვის.
გადაცემათა კოლოფის ძირითადი ელემენტები: კერა, დისკი, რგოლის მექანიზმი (სურათი 9.16).

სურათი 9.16 - გადაცემათა კოლოფის ელემენტები
კბილის პროფილები ნორმალიზებულია შესაბამისი სტანდარტებით.
მექანიზმის ძირითადი პარამეტრებია (სურათი 9.17):
m=Pტ/ π [ მმ] – მოდული;
და= მქ(ზ+2) – კბილის წვერების წრის დიამეტრი;
დ= მქ ზ- მოედნის დიამეტრი;
დვ= მქ (ზ– 2.5) – ჩაღრმავების წრის დიამეტრი;
სტ= 0.5 მქπ – კბილის სიგანე;
სთ ა- კბილის თავის სიმაღლე;
თ ვ- კბილის ღეროს სიმაღლე;
h = h a +h f- კბილის სიმაღლე;
პ ტ- გამყოფი წრეწირი.

სურათი 9.17 - გადაცემათა კოლოფის პარამეტრები
რგოლის მექანიზმის მთავარი მახასიათებელია მოდული - კოეფიციენტი, რომელიც აკავშირებს წრეწირის სიმაღლეს π რიცხვთან. მოდული სტანდარტიზებულია (GOST 9563-80).
m = Pt/π [მმ]
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
გადაცემათა სავარჯიშო ნახაზებზე:
კბილის თავის სიმაღლე - სთ ა = მ;
კბილის ღეროს სიმაღლე - თ ვ = 1,25მ;
კბილის სამუშაო ზედაპირების უხეშობა - რა 0.8[მკმ];
ფურცლის ზედა მარჯვენა კუთხეში შედგენილია პარამეტრების ცხრილი, რომლის ზომები ნაჩვენებია ნახატზე 9.18 ხშირად მხოლოდ მოდულის მნიშვნელობა, კბილების რაოდენობა და სიმაღლის დიამეტრი.

სურათი 9.18 - პარამეტრების ცხრილი
ბორბლის კბილები გამოსახულია პირობითად, GOST 2.402-68-ის მიხედვით (სურათი 9.19). წერტილოვანი ხაზი არის ბორბლის გამყოფი წრე.
განყოფილებაში კბილი გამოუჭრელია.
 |
||
| ა | ბ | ვ |
სურათი 9.19 - გადაცემათა კოლოფის გამოსახულება a - განყოფილებაში, b - წინა ხედში და c - მარცხენა ხედში
ნახატზე კბილის გვერდითი სამუშაო ზედაპირის უხეშობა მითითებულია მოედანზე წრეზე.
გადაცემათა კოლოფის ნახაზის მაგალითი ნაჩვენებია სურათზე 9.20.

სურათი 9.20 - მექანიზმის სასწავლო ნახაზის მაგალითი
9.9. ზოგადი ხედვის ნახაზის წაკითხვის თანმიმდევრობა
- სათაურის ბლოკში მოცემული მონაცემებისა და პროდუქტის მუშაობის აღწერილობის გამოყენებით, გაარკვიეთ შეკრების განყოფილების დასახელება, დანიშნულება და მუშაობის პრინციპი.
- სპეციფიკაციის საფუძველზე, დაადგინეთ, რომელი ასამბლეის, ორიგინალური და სტანდარტული პროდუქტებისგან შედგება შემოთავაზებული პროდუქტი. ნახატზე იპოვნეთ სპეციფიკაციაში მითითებული ნაწილების რაოდენობა.
- ნახაზზე დაყრდნობით წარმოადგინეთ გეომეტრიული ფორმა, ნაწილების ფარდობითი პოზიცია, მათი დაკავშირება და ფარდობითი მოძრაობის შესაძლებლობა, ანუ როგორ მუშაობს პროდუქტი. ამისათვის თქვენ უნდა ნახოთ ამ ნაწილის ყველა სურათი ასამბლეის განყოფილების ზოგადი ხედვის ნახაზზე: დამატებითი ტიპები, სექციები, სექციები და გაფართოებები.
- განსაზღვრეთ პროდუქტის შეკრებისა და დაშლის თანმიმდევრობა.
ზოგადი ხედვის ნახაზის კითხვისას აუცილებელია გავითვალისწინოთ ნახაზებში გარკვეული გამარტივებები და ჩვეულებრივი გამოსახულებები, რომლებიც დაშვებულია GOST 2.109-73 და GOST 2.305-68*:
ნებადართულია არ გამოჩნდეს ზოგადი ხედვის ნახატზე:
- ჩაღრმავები, დამრგვალებები, ღარები, ჩაღრმავები, ამობურცვები და სხვა მცირე ელემენტები (სურათი 9.21);
- ხარვეზები ღეროსა და ხვრელს შორის (სურათი 9.21);
- გადასაფარებლები, ფარები, გარსაცმები, ტიხრები და ა.შ. ამ შემთხვევაში, გამოსახულების ზემოთ კეთდება შესაბამისი წარწერა, მაგალითად: „საფარი pos 3 არ არის ნაჩვენები“;
- წარწერები თეფშებზე, სასწორზე და სხვ. ასახავს მხოლოდ ამ ნაწილების კონტურებს;
- აწყობის ერთეულის განივი მონაკვეთში ლითონის სხვადასხვა ნაწილს აქვს საპირისპირო გამოჩეკვის მიმართულებები, ან გამოჩეკვის განსხვავებული სიმკვრივე (სურათი 9.21). უნდა გვახსოვდეს, რომ ერთი და იგივე ნაწილისთვის, ყველა გამოჩეკვის სიმკვრივე და მიმართულება ყველა პროგნოზში ერთნაირია;
- სექციებზე ისინი ნაჩვენებია დაუჭრელი:
- პროდუქტის კომპონენტები, რომლებისთვისაც შედგენილია დამოუკიდებელი შეკრების ნახაზები;
- ისეთი ნაწილები, როგორიცაა ღერძები, ლილვები, თითები, ჭანჭიკები, ხრახნები, საკინძები, მოქლონები, სახელურები, აგრეთვე ბურთულები, გასაღებები, საყელურები, კაკალი (სურათი 9.21);
- შედუღებულ, შედუღებულ, წებოვან პროდუქტს, რომელიც დამზადებულია ერთგვაროვანი მასალისაგან, რომელიც აწყობილია სხვა პროდუქტებთან ერთად განყოფილებაში, აქვს დაჩრდილვა ერთი მიმართულებით, ხოლო პროდუქტის ნაწილებს შორის საზღვრები ნაჩვენებია მყარი ხაზების სახით;
- ნებადართულია თანაბრად განლაგებული იდენტური ელემენტების ჩვენება (ჭანჭიკები, ხრახნები, ხვრელები არ არის ნაჩვენები, ერთი საკმარისია);
- თუ არც ერთი ხვრელი ან კავშირი არ მოხვდება ჭრის სიბრტყეში, მაშინ ნებადართულია მისი „მოტრიალება“ ისე, რომ მოხვდეს ამოჭრილ გამოსახულებაში.
ასამბლეის ნახაზები შეიცავს მითითებას, ინსტალაციას და როგორც აშენებულ ზომებს. აღმასრულებელი ზომები არის ზომები იმ ელემენტებისთვის, რომლებიც ჩნდება შეკრების პროცესში (მაგალითად, ქინძისთავის ხვრელები).

ნახაზი 9.21 - შეკრების ნახაზი

სურათი 9.22 - სპეციფიკაცია
9.10. სპეციფიკაციის შევსების წესები
სასწავლო შეკრების ნახატების სპეციფიკაცია ჩვეულებრივ მოიცავს შემდეგ სექციებს:
- დოკუმენტაცია;
- კომპლექსები;
- ასამბლეის ერთეულები;
- დეტალები;
- სტანდარტული პროდუქტები;
- სხვა პროდუქტები;
- მასალები;
- კომპლექტები.
თითოეული განყოფილების სახელი მითითებულია სვეტში "სახელი", ხაზგასმულია თხელი ხაზით და ხაზგასმული ცარიელი ხაზებით.
- "დოკუმენტაციის" განყოფილებაში შეყვანილია შეკრების განყოფილების დიზაინის დოკუმენტები. "აწყობის ნახაზი" შეყვანილია ამ განყოფილებაში სასწავლო ნახაზებში.
- სექციები "აწყობის დანაყოფები" და "ნაწილები" მოიცავს ასამბლეის განყოფილების იმ კომპონენტებს, რომლებიც უშუალოდ შედის მასში. თითოეულ ამ განყოფილებაში კომპონენტები იწერება მათი სახელით.
- განყოფილებაში „სტანდარტული პროდუქტები“ აღირიცხება სახელმწიფო, ინდუსტრიული ან რესპუბლიკური სტანდარტების შესაბამისად გამოყენებული პროდუქტები. სტანდარტების თითოეული კატეგორიის ფარგლებში ჩანაწერები კეთდება ერთგვაროვან ჯგუფებში, თითოეულ ჯგუფში - პროდუქტის სახელების ანბანური თანმიმდევრობით, თითოეული სახელის ფარგლებში - სტანდარტული აღნიშვნების ზრდის მიხედვით და თითოეული სტანდარტული აღნიშვნის ფარგლებში - ძირითადი პარამეტრების ან განზომილებების ზრდის მიხედვით. პროდუქტის.
- განყოფილება "მასალები" მოიცავს ყველა მასალებს, რომლებიც უშუალოდ შედის შეკრების განყოფილებაში. მასალები იწერება ტიპის მიხედვით და GOST 2.108 - 68-ში მითითებული თანმიმდევრობით. თითოეული ტიპის ფარგლებში მასალები იწერება მასალების სახელების ანბანური თანმიმდევრობით, ხოლო თითოეული დასახელების ფარგლებში - ზომისა და სხვა პარამეტრების ზრდის მიხედვით.
სვეტში "რაოდენობა" მიუთითეთ კომპონენტების რაოდენობა თითო მითითებულ პროდუქტზე, ხოლო განყოფილებაში "მასალები" - მასალების მთლიანი რაოდენობა ერთ მითითებულ პროდუქტზე, სადაც მითითებულია საზომი ერთეულები - (მაგალითად, 0.2 კგ). საზომი ერთეულები შეიძლება ჩაიწეროს "შენიშვნა" სვეტში.
როგორ შევქმნათ სპეციფიკაცია KOMPAS-3D პროგრამაში აღწერილია შესაბამის თემაში !
ამ სტანდარტის შესაბამისობის ხარისხი ST SEV 4406-83-თან მოცემულია დანართ 1-ში.
1. ჩამოსხმის ფორმების ელემენტების გრაფიკული განხორციელების წესები
1.1. ჩამოსხმის ყალიბის ელემენტების გრაფიკული წარმოდგენა უნდა შესრულდეს ესკიზურ რუკაზე ESKD სტანდარტებისა და ამ სტანდარტის მოთხოვნების შესაბამისად.
1.2. დასაშვებია ჩამოსხმის ფორმების ელემენტების გრაფიკული გამოსახულების გაკეთება ნაწილის ნახაზის რეგისტრირებულ ასლზე, ხოლო დოკუმენტის აღნიშვნა, ჩამოსხმის ფორმების ელემენტების შემქმნელის ხელმოწერები, სტანდარტული ინსპექტორი და სხვა მონაცემები უნდა იყოს. მითითებულია დანართ 2-ის შესაბამისად.
1.3. მოდელის კონექტორების აღნიშვნა, ჩამოსხმის ფორმები და პოზიცია ჩამოსხმისას
1.3.2. ერთი ცალი მოდელების გამოყენებისას მითითებულია მხოლოდ კონექტორის ფორმა ფ(სურათები 3 და 4).


1.3.5. ჩამოსხმის პოზიცია ყალიბში ჩამოსხმისას აღინიშნება ასოებით IN(ზემოდან) და ნ(ქვედა). ასოები მოთავსებულია ისრების გვერდით, რომლებიც გვიჩვენებს ყალიბის შესაერთებლის მიმართულებას (ნახ. 1 - 5).
1.3.6. თუ ჩამოსხმა ჩამოსხმულია ჰორიზონტალურ მდგომარეობაში და ჩამოისხმება ვერტიკალურ მდგომარეობაში, მაშინ ჩამოსხმის ზედა და ქვედა ასოს აღნიშვნა არ არის მოთავსებული ისრებთან და ჩამოსხმის პარალელურად იხაზება მყარი ძირითადი ხაზი, რომელიც შემოიფარგლება ისრები. ისრებს ზედა და ქვედა ასოს აღნიშვნა აქვს (სურ. 5).
1.4. შემწეობის სურათი
1.4.1. შემწეობები მექანიკური დამუშავებაგამოსახულია როგორც მყარი თხელი ხაზი. დასაშვებია შემწეობის ხაზის წითლად გაკეთება.
1.4.2. დამუშავების დასაშვები ოდენობა მითითებულია ნაწილის ზედაპირის უხეშობის ნიშნის წინ რიცხვით ან დახრილობისა და ხაზოვანი ზომების რაოდენობით (ნახ. 6).
მარტივი ჩამოსხმისთვის დასაშვებია არა დამუშავების შემწეობების გამოსახვა, არამედ რიცხვით მხოლოდ შემწეობის ოდენობის მითითება (სურ. 8).
1.4.3. ტექნოლოგიური შემწეობა მითითებულია რიცხვით პლუს (+) ან მინუს (-) ნიშნით და ასო T (ტექნოლოგიური შემწეობა) და მოთავსებულია განზომილების ხაზის გაგრძელებაზე ან ლიდერის ხაზის თაროზე, თუ ეს არის განზომილების ხაზის გაფართოებაზე წარწერისა და ნომრის განთავსება შეუძლებელია (ნახ. 7).
1.4.4. ნახვრეტები, ჩაღრმავებები და სხვა, რომლებიც არ კეთდება ნაწილის ჩამოსხმისას, გადახაზულია მყარი თხელი ხაზით (სურ. 6 - 8), რომელიც შეიძლება გაკეთდეს წითლად.
1.5. ღეროების გამოსახულება და აღნიშვნა
1.5.1. წნელები, მათი ნიშნები და დამჭერები, ჯუმპერის ღეროები, ადვილად მოსახსნელი გამონაზარდების გამყოფი დიაფრაგმები და მოდელის ნიშნები გამოსახულია ნახატის შკალაზე მყარი თხელი ხაზით (სურ. 9 - 13), რომელიც შეიძლება გაკეთდეს ლურჯად.

1.5.2. თუ ნაწილის ნახატზე გამოსახულებების ახლო მდებარეობა არ იძლევა საშუალებას აჩვენოს ღეროების სიმბოლოები მასშტაბურად, მაშინ დასაშვებია სიმბოლოს გატეხვა ან გამოსახვა არა მასშტაბურად (სურ. 10).

1.5.3. ღეროებისა და ნიშნების კონტურები უნდა იყოს დახატული მინიმალური რაოდენობაგამოსახულებები, კონტურების, ღეროების ადგილმდებარეობისა და ნიშნების ზომების აუცილებელ გაგებას, რომელიც აუცილებელია მოდელის ნაკრების წარმოებისთვის.
1.5.4. სექციური წნელები უნდა იყოს გამოჩეკილი მხოლოდ კონტურულ ხაზებზე (სურ. 9 - 11). ხაზის სიგრძე 3 - 30 მმ. დაჩრდილვის გამოყენების წესები - GOST 2.306-68 შესაბამისად.
თუ ღეროების რაოდენობა მცირეა და კონფიგურაცია მარტივია, ღეროები შეიძლება არ იყოს გამოჩეკილი.
1.5.5. ღეროების ნიშნებისა და წნელების უხილავი კონტურები შეიძლება გამოყენებულ იქნას იმ შემთხვევებში, როდესაც ძნელია მათი ფორმისა და ადგილმდებარეობის გაგება.
1.5.6. სურათებში, რომლებშიც ჩამოსხმის ფერდობები მკაფიოდ არ არის გამოვლენილი, მხოლოდ ერთი ხაზია დახატული, შესაბამისი ყველაზე დიდი ზომა(სურ. 11).

1.5.7. ღეროების სიმბოლოების ზომები და ღეროების სიმბოლოებსა და მოდელს შორის არსებული ხარვეზები შეესაბამება GOST 3606-80-ს.
1.5.8. სტანდარტიზებული ჯუმპერის ღეროების და დიაფრაგმების გამოსახვისას, მათი ჩვეულებრივი გამოსახულება მითითებულია თაროზე ლიდერის ხაზებით (სურათები 12 და 13).
ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.


1.5.9. წნელები აღინიშნება ასოებით ქ. და სერიული ნომრები, მაგალითად, Ხელოვნება. 3 (სურ. 9). ღეროს ნომერი დაყენებულია მინიმუმამდე საჭირო რაოდენობასურათები, მაგრამ საკმარისია ნათელი გაგებისთვის.
1.5.10. ისრების ზომების თანაფარდობა, რომელიც მიუთითებს ღეროს შეფუთვის მიმართულებაზე, უნდა შეესაბამებოდეს ნახ. 14.
1.5.11. ისრების ზომების თანაფარდობა, რომლებიც გვიჩვენებს ბირთვის ყუთის კონექტორს, უნდა შეესაბამებოდეს ნახ. 15.
1.6. მოდელის მოხსნადი ნაწილების გამოსახულება და აღნიშვნა
1.6.1. მოხსნადი ნაწილის შეხების ხაზი მოდელთან ნაჩვენებია მყარი ძირითადი ხაზის სახით (სურ. 16).
1.6.2. მოდელის მოსახსნელი ნაწილი ასოებით არის მითითებული OHMდა სერიული ნომერი (სურ. 16). თუ არის მხოლოდ ერთი მოსახსნელი ნაწილი, მაშინ სერიული ნომერი არ არის მოცემული.



1.7. კარიბჭის სისტემის გამოსახულება და აღნიშვნა
1.7.1. კარიბჭის სისტემა შედგენილია ნაწილის გამოსახულების მასშტაბით მყარი თხელი ხაზით (ნახ. 17 და 18) და ეს შეიძლება გაკეთდეს წითლად.
1.7.2. თუ არსებობს ესკიზის რუკა, რომელიც აჩვენებს მოდელების მდებარეობას და კარიბჭის სისტემას მოდელის ფირფიტაზე, კარიბჭის სისტემა შეიძლება არ იყოს გამოსახული ცალკეული ჩამოსხმის ესკიზ რუკაზე. ამ შემთხვევაში, საკმარისია გამოსახოთ ინტერფეისი მიმწოდებლებსა და ჩამოსხმის სხეულს შორის და მიაწოდოთ ბმული ესკიზის რუკაზე, რომელიც აჩვენებს კარიბჭის სისტემას.
1.7.3. თუ არ არის საკმარისი ადგილი ნაწილის ნახაზის ასლზე კარიბჭის სისტემის მასშტაბის გამოსასახავად, მაშინ დასაშვებია მისი გამოსახვა მასშტაბიდან გადახრით.
1.7.4. კარიბჭის სისტემის ელემენტების სექციები არ არის გამოჩეკილი.
კარიბჭის სისტემის ელემენტების თითოეული მონაკვეთისთვის ნებადართულია განივი კვეთის ფართობის მითითება კვადრატულ სანტიმეტრებში, მონაკვეთების რაოდენობა და მათი საერთო ფართობი.
სექციური უბნები მიუთითებს: მიმწოდებლები - Fn,წიდის მუშები - F sp,ამწეები - F CTდა ა.შ.
საერთო ფართობებზე მითითებულია: მკვებავი ს Fn,ამაღლები ს F CTდა ა.შ.
1.7.5. როდესაც კარიბჭე სისტემა მზადდება კერამიკული სიფონის მილებში, მათი გამოსახულება არ არის ნაჩვენები. ტექნიკური მოთხოვნები მოიცავს შემდეგ წარწერას: "ადგილზე... კარიბჭის სისტემა უნდა გაკეთდეს კერამიკული მილებით GOST-ის შესაბამისად...".
1.7.6. მოგება მითითებულია ლიდერის ხაზის თაროზე სერიული ნომრით, რომელსაც წინ უძღვის სიტყვა "მოგება". თუ კასტინგზე დამონტაჟებულია რამდენიმე იდენტური მოგება, მაშინ მათ ენიჭებათ იგივე ნომრები და თაროზე ლიდერის ხაზები მოგების ნომრის შემდეგ მიუთითებს ამ ნომრის ჩამოსხმაზე დაყენებული მოგების საერთო რაოდენობაზე (ნახ. 19).

მოგება გამოსახულია როგორც მყარი თხელი ხაზი, რომელიც შეიძლება დახაზული იყოს წითლად.
1.7.7. ჩამოსხმის თაროზე სტანდარტიზებული მოგების დაყენებისას, ლიდერის ხაზები მიუთითებს მათ სიმბოლო, ხოლო მოგების მარჟა ამ შემთხვევაში არ არის მითითებული (სურ. 19).
1.7.8. გაზწარმომქმნელი ვაზნების სამონტაჟო ადგილები მითითებულია წარწერით ლიდერი ხაზის თაროზე „აირიანი. ვაზნა“ (სურ. 20).

1.7.9. ფილტრაციის ბადეები ბოლომდე არ არის გამოყვანილი, მაგრამ მხოლოდ მათი მონახაზი არის გამოსახული მყარი ძირითადი ხაზით.
1.8. მაცივრების გამოსახულება და აღნიშვნა
1.8.1. მაცივრები გამოსახულია მასშტაბით, როგორც მყარი თხელი ხაზი, რომელიც შეიძლება გაკეთდეს მწვანეში. მაცივრები იჩეკება სექციებად (სურათები 21 და 22).
1.8.2. მაცივრების აღნიშვნა შედგება სიტყვისგან "ცივი".


1.8.3. თაროზე სტანდარტიზებული მაცივრების გამოყენებისას ლიდერის ხაზები მიუთითებს მათ სიმბოლოზე. ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.
1.9. შეკუმშვის ნეკნების, ჰალსტუხების, ნიმუშების გამოსახულება მექანიკური და სხვა ტესტებისთვის და ტექნოლოგიური ტალღებისთვის
1.9.1. შეკუმშვის ნეკნები, ჰალსტუხები, ნიმუშები და ტექნოლოგიური ტალღები გამოსახულია ნაწილის გამოსახულების მასშტაბზე მყარი თხელი ხაზით (ნახ. 23 და 24), რომელიც შეიძლება გაკეთდეს წითლად.
1.9.2. ჩამოსხმული ნიმუშის დანიშნულება მითითებულია წამყვანი ხაზის თაროზე შესაბამისი წარწერით (სურ. 25 და 26).


1.9.3. თაროზე სტანდარტიზებული ნიმუშების გამოსახვისას ლიდერის ხაზები მიუთითებს მათ სიმბოლოზე. ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.
1.10. ლოტების გამოსახულება და ადგილების აღნიშვნა, სადაც აირები გამოდის ყალიბიდან და ღეროებიდან
1.10.1. გათამაშებები შედგენილია ცხრილის მოთხოვნების შესაბამისად (იხ. სურათი 9).
1.10.2. ადგილები, სადაც აირები გამოდის ყალიბიდან და ღეროებიდან, ნაჩვენებია ისრებით და ასოებით VG(გაზის გასასვლელი), რომელიც მდებარეობს ისრის გასწვრივ (იხ. სურ. 9). ისრის ზომა არის GOST 2.305-68 მიხედვით.
2. ჩამოსხმის ფორმების ელემენტების გრაფიკული აღნიშვნა
2.1. ჩამოსხმის ფორმის ელემენტების გრაფიკული აღნიშვნები სექციებში უნდა შეესაბამებოდეს ცხრილში მითითებულებს.
|
ნივთის სახელი |
Დანიშნულება |
ნივთის სახელი |
Დანიშნულება |
|
|
სროლები |
|
|
|
|
|
||
|
|
გაზების ამოღება ღეროდან |
|
|
|
ლითონის საპარსი |
|
||
|
ორთქლის ინექციები |
|
მოსაპირკეთებელი ფენა ფორმაში |
|
|
|










3. ქასთინგების გრაფიკული წარმოდგენის წესები
3.1. ესკიზის ბარათზე უნდა გაკეთდეს კასტინგის გრაფიკული გამოსახულება ESKD სტანდარტებისა და ამ სტანდარტის მოთხოვნების შესაბამისად.
დასაშვებია ნახატის რეგისტრირებულ ეგზემპლარზე ჩამოსხმის გრაფიკული დოკუმენტის გამოსახვა, ხოლო ჩამოსხმის ელემენტები შესრულდეს წითლად.
3.2. დოკუმენტის აღნიშვნა, კასტინგის შემქმნელის, ნორმატიული ინსპექტორის ხელმოწერები და სხვა მონაცემები მითითებული უნდა იყოს დანართი 2-ის შესაბამისად.
3.3. ჩამოსხმის შედგენისას მხედველობაში უნდა იქნას მიღებული ყველა შემწეობა, მათი მნიშვნელობების მითითებით (ნახ. 27).
3.4. დამუშავებული ზედაპირების შიდა კონტური, აგრეთვე ხვრელები, ჩაღრმავებები და ჩაღრმავები, რომლებიც არ კეთდება ჩამოსხმისას, გამოსახულია მყარი თხელი ხაზით (სურ. 27).
დასაშვებია ჩამოთვლილი ელემენტების არ გამოსახვა მარტივი ჩამოსხმისთვის.
3.5. ფიდერების, ვენტილატორების, სარეცხი საშუალებების, წყვილების და მოგების ნაშთები, თუ ისინი მთლიანად არ არის ამოღებული სამსხმელოში, მზადდება ჩამოსხმის გამოსახულებაზე. ჭრის ხაზი უნდა შეესაბამებოდეს ჭრის მეთოდს: საჭრელით, დისკის საჭრელით, ხერხით და ა.შ. იგი შესრულებულია მყარი თხელი ხაზით, ცეცხლის მოჭრისას ან გატეხვისას - მყარი ტალღოვანი ხაზით (სურ. 28).
3.6. ჩამოსხმის გამოსახულებაზე სრულიად მყარი ძირითადი ხაზის სახით კეთდება შესამცირებელი ნეკნები, ჰალსტუხები, ტექნოლოგიური ბოსები, საცდელი ნიმუშები, რომლებიც არ არის ამოღებული სამსხმელოში.
3.7. ჩამოსხმის კორპუსიდან ამოჭრილ ნიმუშებზე მიუთითეთ ზომები, რომლებიც განსაზღვრავს მათი ჭრის ადგილს (სურ. 32).
3.8 ნიმუშის დანიშნულება მითითებულია ლიდერის ხაზის თაროზე (ნახ. 31 და 32).
 საინფორმაციო მონაცემები GOST 3.1125-88 ST SEV 4406-83 შესაბამისობის შესახებ
საინფორმაციო მონაცემები GOST 3.1125-88 ST SEV 4406-83 შესაბამისობის შესახებ
|
მოთხოვნები |
GOST 3.1125-88 |
ST SEV 4406-83 |
|
დოკუმენტის შესრულების ადგილის მითითება |
ესკიზის რუკა - დოკუმენტის შესრულების ადგილი |
ადგილი, სადაც დოკუმენტი შესრულდა, არ არის მითითებული |
|
ინსტრუქციები დოკუმენტის აღნიშვნისა და ძირითადი ხელმოწერების შესახებ |
დამატებითი ბეჭედი მიუთითებს დოკუმენტის აღნიშვნასა და მის ძირითად ხელმოწერებზე |
არანაირი ინსტრუქცია |
|
ინსტრუქციები გამოსახულების შესახებ და ჩამოსხმის ფორმის აუცილებელი ელემენტების აღნიშვნები |
ინსტრუქციები მოდელის მოხსნადი ნაწილების, ლოტების, ადგილების გამოსახვისა და აღნიშვნის შესახებ, სადაც აირები გამოდის ყალიბიდან და წნელებიდან |
არანაირი ინსტრუქცია |
|
ინსტრუქციები ჩამოსხმის ფორმის ელემენტების გრაფიკული წარმოდგენის შესახებ |
ცხრილში მითითებულია ჩამოსხმის ფორმების ელემენტების გრაფიკული გამოსახულება |
არანაირი ინსტრუქცია |
დამატებითი შტამპის დიზაინის მაგალითი
სერიულ და მასობრივ წარმოებაში ყალიბებისა და ჩამოსხმის გრაფიკული ელემენტების დამზადებისას დამატებითი შტამპი იდება მთავარი წარწერის ზემოთ ან ნახატის თავისუფალ ველზე ნაწილის ნახაზის ასლზე (სურ. 33).
სვეტების ზომები 3-დან 13-მდე შეესაბამება GOST 3.1103-82 ბლოკებს B2 f1 და B3 f1v.
დამატებითი მარკის სვეტებში მიუთითეთ:
სვეტში 1 - ჩამოსხმის კოდი (ან აღნიშვნა);
მე-2 სვეტში - დოკუმენტის აღნიშვნა GOST 3.1201-85 შესაბამისად;
მე-3 სვეტში - დეველოპერი;
მე-4 სვეტში - დეველოპერის სახელი;
მე-5 სვეტში - დეველოპერის ხელმოწერა;
მე-6 სვეტში - ხელმოწერის თარიღი;
მე-7 სვეტში - ნორმატიული კონტროლერი;
მე-8 სვეტში - ნორმატიული ინსპექტორის დასახელება;
მე-9 სვეტში - ნორმატიული ინსპექტორის ხელმოწერა;
მე-10 სვეტში - დოკუმენტის ცვლილების სერიული ნომერი;
მე-11 სვეტში - შენიშვნა GOST 2.503-74-ის შესაბამისად შეტყობინების ფურცლის შეცვლისა და შემოღების შესახებ;
მე-12 სვეტში - შეტყობინების აღნიშვნა (კოდი); მე-13 სვეტში - ცვლილების შეტანაზე პასუხისმგებელი პირის ხელმოწერა;
სვეტი 14 - რეზერვი.
მცირე და საპილოტე წარმოებაში დასაშვებია შტამპის არ დამაგრება. დოკუმენტის აღნიშვნა, დეველოპერისა და ნორმატიული ინსპექტორის ხელმოწერა ხორციელდება მთავარი წარწერის ზემოთ ან ნახაზის თავისუფალ ველში.
Შენიშვნა. დამატებითი შტამპის მე-2 სვეტი არ შეიძლება შეივსოს.
საინფორმაციო მონაცემები
1 . შემუშავებული და შემოღებული სსრკ სტანდარტების სახელმწიფო კომიტეტის მიერ
შემსრულებლები
პ.ა. შალაევი; ბ.ს. მენდრიკოვი; ბ.ია, კაბაკოვი; ე.ა. ლობოდა; ᲙᲐᲠᲒᲘ. რუბცოვა
2 . დამტკიცებული და ამოქმედდა დადგენილებით სახელმწიფო კომიტეტისსრკ 1988 წლის 28 ივლისის No2781 სტანდარტების მიხედვით
3 . სტანდარტი შეიცავს ST SEV 4406-83-ის ყველა მოთხოვნას
4 . ნაცვლად GOST 2.423 73
5 . საცნობარო მარეგულირებელი და ტექნიკური დოკუმენტები
ყველა ნაწილი შეიძლება დაიყოს სამ ჯგუფად: სტანდარტული ნაწილები, ნაწილები სტანდარტული სურათებით, ორიგინალური ნაწილები.
სტანდარტული ნაწილები მოიცავს ადრე განხილულ ხრახნიან შესაკრავებს (ჭანჭიკები, ხრახნები, თხილი, საკინძები), საყელურები, ქინძისთავები, ქინძისთავები, დოველები და მილსადენის ფიტინგები. სტანდარტები არეგულირებს არა მხოლოდ ამ ნაწილების ფორმას და ზომებს, არამედ მათ გამოსახულებებს და ზომებისა და უხეშობის ნიშნების გამოყენებას.
ESKD სტანდარტების ჯგუფი (GOST 2.401-68...GOST 2.426-74) არეგულირებს მხოლოდ ნაწილების სტანდარტულ გამოსახულებებს და განსაზღვრავს ამ ნაწილების სურათებზე ზომების გამოყენების წესებს. ასეთ ნაწილებს მიეკუთვნება ზამბარები, გადაცემათა კოლოფი, თაროები, ჭიები, ბუდეები და ა.შ.
ორიგინალური ნაწილები მოიცავს იმ ნაწილებს, რომელთა ფორმა განსხვავდება პირველი ორი ჯგუფის ნაწილების ფორმისგან. ეს მოიცავს ჩამოსხმულ ნაწილებს, ჭედურობით ან გაყალბებით წარმოებულ ნაწილებს, ბრუნვის ზედაპირის მსგავსი ფორმის ნაწილებს, პირველ რიგში თვითმფრინავებით შემოზღუდულ ნაწილებს და ა.შ. ამ ნაწილების ფორმა განისაზღვრება მათი დამზადების ტექნოლოგიით და შეიცავს ამ ტექნოლოგიისთვის დამახასიათებელ ელემენტებს. ჩამოსხმულ ნაწილებს აქვთ ჩამოსხმის ფერდობები და დამრგვალება, შემობრუნების ნაწილებს აქვთ ბრუნვის უპირატესი ზედაპირი და ა.შ.
ჩამოსხმულმა ნაწილებმა იპოვეს ძალიან ფართო გამოყენება. ეს არის მანქანის ცალკეული ნაწილები, მაგალითად, საფრენი ბორბლები, საბურავები, ცილინდრები, გადასაფარები, ბერკეტები, ეს არის ნაწილები, როგორიცაა საყრდენი, სამაგრები, ეს არის ყუთის ფორმის ნაწილები დახურული ან ღია ტიპისზუსტი დამუშავებული ხვრელების და ბრტყელი გარე ზედაპირების მქონე.
ჩამოსხმული ნაწილის ნახატში სურათების საერთო რაოდენობა დიდწილად დამოკიდებულია მთავარი ხედის სწორ არჩევანზე, დასაშვები GOST 2.305 - 68 ხედების კომბინაციებზე სექციებით, ლოკალური განყოფილებებით, გაფართოების ელემენტების სექციებით, კონვენციებითა და გამარტივებით. .
ყუთის ტიპის სხეულის ნაწილები განლაგებულია პროექციების შუბლის სიბრტყესთან შედარებით ისე, რომ მათი ძირითადი საბაზისო ზედაპირები იკავებენ ჰორიზონტალურ პოზიციას, ხოლო ნაწილები, როგორიცაა ფლანგები ან საბურავები - ისე, რომ მათი ღერძი დაპროექტებული იყოს ნახატის მთავარი წარწერის პარალელურად, რადგან ეს განლაგება შეესაბამება ნაწილის პოზიციას შემობრუნებისას.
ჩამოსხმული ნაწილების ნახატების გაკეთებისას მხედველობაში უნდა იქნას მიღებული შემდეგი მოთხოვნები.
1 . ჩამოსხმის ფერდობები ნახაზში არ არის ნაჩვენები, ისინი შემოიფარგლება ტექნიკურ მოთხოვნებში შესაბამისი ჩანაწერით.
2. იმისთვის, რომ ნაწილს არ ჰქონდეს შიდა ძაბვები და ჩამოსხმის დეფექტები, საჭიროა განხორციელდეს გლუვი გადასვლა ერთი კედლის სისქედან მეორეზე ნახ. 280, ა:
S/S 1 =<2; r = (0,3...0,4)h;
S/S 1 >2; l = (4...5)სთ;
ბრინჯი. 280 გლუვი გადასვლა ერთი კედლის სისქიდან მეორეზე
3. საყრდენი საყელოები (ფლანჟები) უნდა იყოს უფრო სქელი, ვიდრე ნაწილის ძირითადი ნაწილი. ამ შემთხვევაში აუცილებელია კედლიდან ფლანგზე გლუვი გადასვლის უზრუნველყოფა (ნახ. 280, ბ).
4. დასამუშავებელი ზედაპირები უნდა იყოს აწეული დაუმუშავებელ ზედაპირებზე. ეს უზრუნველყოფს საჭრელ ხელსაწყოს თავისუფალ წვდომას და შეამცირებს დამუშავების ადგილს (სურ. 281).

ბრინჯი. 281 დამუშავებული ზედაპირები მაღლა დგას დაუმუშავებელ ზედაპირებზე
5. თუ ბაზის ფირფიტა დამონტაჟებულია სხვა ნაწილზე, მაშინ შეჯვარების სიბრტყე კეთდება უწყვეტად, რათა შემცირდეს დამუშავების არეალი (სურ. 282, ა). ამავე მიზნით, ხვრელის შუა ნაწილი მზადდება უფრო დიდი დიამეტრით, ვიდრე ნახვრეტის ბოლო სამუშაო ნაწილები, სადაც ლილვი ხვდება ხვრელს (სურ. 282, ბ).

ბრინჯი. 282 გადამამუშავებელი არეალის შემცირება
6. ზედაპირები, რომლებშიც ხვრელებია გაბურღული, კეთდება ბოსებით, რომელთა ბოლო სიბრტყეები პერპენდიკულარული უნდა იყოს ხვრელის ღერძზე (სურ. 283).

ბრინჯი. 283 მოქცევა
ჩამოსხმული ნაწილების ნახაზებზე ჭრილობების დახატვისას მხედველობაში უნდა იქნას მიღებული შემდეგი მახასიათებლები:
ა) ნაწილის დაუმუშავებელი ზედაპირების ფარდობითი პოზიცია მითითებულია იმ ზომებით, რომლებიც აკავშირებს ამ ზედაპირებს ერთმანეთთან;
ბ) დამუშავებული და დაუმუშავებელი ზედაპირები ერთმანეთთან დაკავშირებულია არა უმეტეს ერთი განზომილებით ნაწილის სიგრძის, სიმაღლის ან სიღრმის გასწვრივ.
ზომების გამოყენებამდე აუცილებელია ძირითადი სამსხმელო და დიზაინის ბაზების შერჩევა. ჩამოსხმის ბაზები შეიძლება იყოს ცულები ან სიმეტრიის სიბრტყეები ან დაუმუშავებელი ზედაპირები. სამსხმელო ბაზებიდან გამოიყენება ზომები, რომლებიც განსაზღვრავს დაუმუშავებელი ზედაპირების ფორმასა და პოზიციას. ცალკე გამოიყენეთ ზომები, რომლებიც განსაზღვრავს დამუშავებული ზედაპირების ფორმას და პოზიციას დიზაინის ბაზებთან შედარებით.
ჩამოსხმული ნაწილების ნახაზებზე ზომები დაუშვებელია დახურული ჯაჭვის სახით. ჩამოსხმული ნაწილის სამუშაო ნახაზზე უნდა განთავსდეს ტექნიკური მოთხოვნები. სასწავლო ნახაზებში ტექნიკური მოთხოვნები შეიძლება შემოიფარგლოს მხოლოდ დაუზუსტებელი ჩამოსხმის რადიუსების ზომებითა და მითითებისთვის ზომების მითითებით.
ნახ. 284 გვიჩვენებს ჩამოსხმისგან დამუშავებული სახურავის გამოსახულებებს და ზომებს. ჩამოსხმის საფუძვლებად აიღეს ნაწილის ბოლო და ამობურცული ზედაპირის ღერძი 70 დიამეტრით, ხოლო საყრდენი ბოლო და ზედაპირის ღერძი 0 72, რომელიც ემთხვევა ჩამოსხმის ფუძეს, აიღეს საპროექტო ბაზებად. ამ შემთხვევაში, საერთო განზომილება 38 არის ერთდროულად ზომა სამსხმელოსა და დიზაინის ბაზებს შორის გრძივი მიმართულებით.

ბრინჯი. 284 ყდის გამოსახულება მასზე დაბეჭდილი ზომებით
ნაწილები, რომლებსაც აქვთ ბრუნვის სხეულების ფორმა, მუშავდება ძირითადად ლათებსა და მსგავს მანქანებზე. ასეთი ნაწილებისთვის ძირითადი გამოსახულება მოცემული ზომებით იძლევა მათი ფორმის სრულ სურათს, ამიტომ ისეთი სურათები, როგორიცაა მარცხენა ხედი ან ზედა ხედი, არ არის საჭირო. ცალკეული ელემენტების ასახსნელად გამოიყენება ადგილობრივი სექციები, სექციები და გაფართოების ელემენტები.
ნაწილები, რომლებიც შემოიფარგლება სხვადასხვა დიამეტრის ბრუნვის ზედაპირებით, ჩვეულებრივ იხატება ისე, რომ დიდი დიამეტრის არეები განლაგებულია უფრო მცირე დიამეტრის მქონე უბნების მარცხნივ, რაც შეესაბამება დამუშავების დროს კედელზე ნაწილის მდებარეობას (იხ. სურ. 266).
თუ ნაწილს აქვს ბრუნვის შიდა კოაქსიალური ზედაპირები, მაშინ მთავარ გამოსახულებად აღებულია შუბლის განყოფილება, რომელიც იძლევა ნაწილის სრულ სურათს და აადვილებს ზომების გამოყენებას (სურ. 285, ა). ამ შემთხვევაში, დიდი დიამეტრის ხვრელის საფეხურები განლაგებულია მარცხნივ.

ბრინჯი. 285 ნაწილის ფრონტალური მონაკვეთი
უპირატესად მბრუნავი ზედაპირის მქონე ნაწილების ნახაზების დახატვისას მხედველობაში უნდა იქნას მიღებული შემდეგი მოთხოვნები.
1. ერთი ლილვის დიამეტრიდან მეორეზე გადასვლის ადგილებში ფილე უნდა იყოს მომრგვალებული (სურ. 285, გ).
2. ნაწილის აწყობის სიმარტივის მიზნით, ნაწილების ბოლოებზე უნდა გაკეთდეს ჩამკეტები (სურ. 285, ბ).
3. ხელით ხრახნიანი სახელურების, თავების, მრგვალი თხილის გარე ზედაპირებზე აუცილებელია გოფრირების შესრულება GOST 21474-75 (სურ. 286) შესაბამისად. გოფრირების სიმბოლო გამოიყენება უშუალოდ ლიდერის ხაზის თაროზე მდებარე ნაწილის სურათზე და მოიცავს სტანდარტის სახელს, სიმაღლეს და ნომერს.

ბრინჯი. 286 გოფრირებული დეტალები
4. თუ ნაწილის ზედაპირი დაფქულია, მაშინ საჭიროა სპეციალური ღარის უზრუნველყოფა სახეხი ბორბლის გასასვლელად. ცილინდრული და ბრტყელი დაფქვის ღარების ზომები განისაზღვრება სტანდარტით. ნახ. 287 გვიჩვენებს ღარების გამოსახულებებს გარე და შიდა დიამეტრის დასაფქვავად და იძლევა რეკომენდაციებს მათ ზომებზე.

ბრინჯი. 287 სახეხი ღარების გამოსახულება
ღარების ზომები არ შედის ნაწილების განზომილებიანი ჯაჭვებში.
თუ d = 10..15 მმ, ეს b = 3 მმ, d 1 =d + + 0,5 მმ, h = 0,25 მმ, R = 1 მმ, R 1 = 0,5 მმ.
თუ d = 50 ... 100 მმ, ეს b = 5 მმ, d 2 - d + + 1 მმ, h = 0,5 მმ, R = 1,5 მმ, R 1 = 0,5 მმ.
5. თუ ნაწილის დიზაინი არ ითვალისწინებს ხელსაწყოს თავისუფალ გასვლას, მაშინ მისი გარდამავალი ნაწილი თავის ფორმაში და ზომებში უნდა შეესაბამებოდეს ამ ხელსაწყოს ფორმასა და ზომებს (სურ. 288).

ბრინჯი. 288 ნაწილის გარდამავალი ნაწილი
6. ნაწილის დამონტაჟება ცენტრებში ხორხინაწილზე კეთდება ცენტრის ხვრელები, რომელთა ზომები და სიმბოლოები განისაზღვრება სტანდარტით (სურ. 289).

ბრინჯი. 289 ცენტრის ხვრელები
7. საჭრელი ძაფების გამოსვლისას გარე და შიდა ღარები საჭრელიდან გასასვლელად იხატება გადიდებული გაფართოების ელემენტების გამოყენებით (სურ. 289).
ნახ. 289 დასრულდა ლილვის სასწავლო ნახაზი. განყოფილება ᲐᲐავლენს ზომებს რადიუსისაკვანძო გზა და განყოფილება B - Bიძლევა ლილვის პრიზმული ნაწილის ფორმასა და ზომებს. ცენტრალური ხვრელი და გასასვლელი ნაჩვენებია როგორც ადგილობრივი სექციები. დისტანციური ელემენტები I და II გვეხმარება მეტრიკული ძაფების ღარის ზომების და საკეტი ხრახნისთვის ბურღვის სიღრმის განსაზღვრაში.
ლილვის სიგრძის გასწვრივ ზომების გამოყენებისას, ნაწილის მარჯვენა ბოლო მიიღება ძირითად საყრდენად. რაც შეეხება დამხმარე ბაზას, ზომებია 15, 36 და 70 მმ. ზედაპირის უხეშობის აღნიშვნა გამოიყენება მათი სტრუქტურული მიზნის გათვალისწინებით.
ნაწილის ნახატები, გარდა მზა ნაწილის ძირითადი სურათებისა, შეიცავს ამ ნაწილის სრულ ან ნაწილობრივ განვითარებას. მხოლოდ ის ზომები, რომლებიც არ არის მითითებული დასრულებული ნაწილის სურათზე, გამოიყენება განვითარების სურათზე. სკანირების გამოსახულების ზემოთ მოთავსებულია წარწერა "სკანირება". სკანირება გამოსახულია მყარი ძირითადი ხაზებით (სურ. 290). საჭიროების შემთხვევაში, მიუთითეთ დასაკეცი ხაზები განვითარებაზე და გააკეთეთ შესაბამისი წარწერები. განსაკუთრებული ყურადღება უნდა მიექცეს ზომების სწორად განსაზღვრას იმ ადგილებში, სადაც ნაწილი იკეცება.

ბრინჯი. 290 ნაწილის განვითარება
9.2.4. ნახატების ჩამოსხმა
ჩამოსხმა ჩვეულებრივ გამოიყენება რთული მოცულობითი ფორმის ნაწილებისთვის, სხვადასხვა შიდა ღრუებით, ნეკნებით, ბოსებით და ა.შ. (სურათი 9.11). კონექტორს შეუძლია გაიაროს არა ერთი, არამედ რამდენიმე თვითმფრინავის გასწვრივ და შიგნით სხვადასხვა მიმართულებები. წნელები გამოიყენება შიდა ღრუების (ნიშების) ფორმირებისთვის.
მექანიკური საინჟინრო ნაწილები ჩამოსხმული თუჯის, ფოლადის, ფერადი ლითონებისა და სხვადასხვა შენადნობებისგან. ყველაზე გავრცელებული მასალაა თუჯი. ჩამოსხმის მიღებისას მთავარი ყურადღება ეთმობა ყალიბში ჩასხმული ლითონის ერთგვაროვანი გაგრილებისთვის პირობების შექმნას, რადგან პროდუქტის სიძლიერე დიდწილად ამაზეა დამოკიდებული.
ცნობილია, რომ როდესაც ჩამოსხმა გაგრილდება, ხდება შეკუმშვა და წარმოიქმნება ნარჩენი (ჩასხმის) ძაბვები. ისინი ხშირად იწვევენ ნაწილების შემდგომ, ზოგჯერ მნიშვნელოვან დახრილობას. ბუნებრივ პირობებში სტრესის გათანაბრება (განთავისუფლება) ხდება ძალიან ნელა; დიდი და რთული ჩარჩოებისთვის ამას რამდენიმე თვე სჭირდება. იმისათვის, რომ არ შეანელოს წარმოება, ჩამოსხმა ზოგჯერ გადადის სამსხმელოდან დამუშავებაზე, სათანადო გაგრილების გარეშეც კი. ყოველთვის კარგად არ მთავრდება. ასეთი ნაწილებისგან აწყობილი მანქანების კომპონენტები, განსაკუთრებით თუ ჩამოსხმა რთულია, გარკვეული პერიოდის შემდეგ უარს ამბობენ მუშაობაზე. და არეულობის მიზეზების დადგენისას, ირკვევა, რომ ჩამოსხმის სტრესების ბუნებრივმა გათანაბრებამ გამოიწვია ნაწილების გამრუდება, საკისრები დახრილი იყო, ქინძისთავები დაჭედა და ლილვები არ ბრუნდებოდა.
ჩამოსხმის სტრესებთან ბრძოლა ხორციელდება ნაწილებს ისეთი ფორმების მიცემით, რომ ჩამოსხმის კედლების სისქე იგივე იყოს, ჩამოსხმის დროს ლითონის სწორად მიყვანა ჩამოსხმის ფორმის სიცარიელემდე. ამ შემთხვევაში, შიდა კედლების სისქე უნდა იყოს 0,8 გარე. ჩამოსხმის ადგილების ნელა გაგრილებისთვის გამოიყენება სპეციალური გამაგრილებლები, შეირჩევა ლითონის კომპოზიციები და ა.შ. მარტივი გამარტივებული გარე ფორმამკვეთრი გადასვლების, შიდა კედლების მკვეთრი მოსახვევებისა და ტოტების გარეშე - ჩამოსხმის ყველაზე მნიშვნელოვანი მოთხოვნა.
ასევე აუცილებელია ჩამოსხმის დროს გამოთავისუფლებული წიდების და გაზების ადვილად ცურვის შესაძლებლობა. თქვენ გონებრივად უნდა აწიოთ გაზისა და წიდის ჩანართები ყალიბის ძირიდან და დარწმუნდით, რომ ისინი არ დარჩებიან არცერთ „ჯიბეში“.
ჩამოსხმული ფლანგები მზადდება 1,5 - 2-ჯერ უფრო სქელი, ვიდრე მიმდებარე კედლები.
კასტინგებში ძნელია მცირე დიამეტრის და დიდი სიგრძის ხვრელების გაკეთება. მინიმალური ხვრელის ზომა შეიძლება განისაზღვროს ფორმულით, სადაც ლ -ხვრელის სიგრძე; d 0 = 5 ალუმინის შენადნობებისთვის და ბრინჯაოებისთვის, d 0 = 7 თუჯისთვის, d 0 = 10 ფოლადებისთვის. პატარა ხვრელები უნდა იყოს გაბურღული. გრძელი არხების მიღება შესაძლებელია მილების შევსებით.
დამკვიდრებული იდეა, რომ ჩამოსხმული ნაწილები მოითხოვს ჩამოსხმის მიკერძოებას, უარყო ინოვატორების მუშაობა. თუ მოდელს ენიჭება გარკვეული სიხშირის ვიბრაცია, მაშინ ის ადვილად "ცურავს" ვერტიკალური კედლების დაზიანების გარეშე, რომლებიც დამზადებულია ფერდობების გარეშე. ამით მიიღწევა ლითონის დანაზოგი, მიიღება გლუვი კედლები და მცირდება შემდგომი დამუშავების სირთულე.
ჩამოსხმული ნაწილების დაპროექტებისას უნდა მიისწრაფოდეს ჩამოსხმის კედლის ოპტიმალური სისქისკენ. კედლის სისქის მატებასთან ერთად, გაგრილების სიჩქარე ნელდება, ამის გამო მეტალში წარმოიქმნება დიდი კრისტალები, ხდება სეგრეგაცია (ჰეტეროგენულობა) და მცირდება მექანიკური სიძლიერე.
რკინის ჩამოსხმის ზედმეტად თხელი კედლები, განსაკუთრებით დიდი სიგრძით, იწვევს თუჯის გათეთრებას, მტვრევადობას და ართულებს შემდგომ დამუშავებას. გათეთრებული თუჯი იმდენად ხისტია, რომ საჭრელით მისი დამუშავება შეუძლებელია.
თუჯის შეკუმშვას ბევრად უკეთ ეწინააღმდეგება, ვიდრე დაძაბულობას, ამიტომ დიზაინერი უნდა ეცადოს, რომ თუჯის ნაწილები მუშაობდეს მხოლოდ შეკუმშვის დროს.
ჩამოსხმის დროს ბირთვების გამოყენება გარდაუვლად ზრდის ჩამოსხმის ღირებულებას, ამიტომ უბირთვული ჩამოსხმა მაქსიმალურად ფართოდ უნდა იქნას გამოყენებული. ნახატის ნაწილის ჩვეულებრივი განათებით კონტრ-პარალელური სინათლის სხივების სხივებით, რომლებიც მიმართულია მოდელის გამყოფი ხაზის პერპენდიკულარულად, ისინი იდენტიფიცირებენ ჩრდილის უბნებს ნაწილებზე და ცდილობენ მათ აღმოფხვრას მასის გაზრდისა და სიძლიერის შემცირების გარეშე. თუ ეს წარმატებულია, მაშინ ჩამოსხმის პროცესი არ გართულდება ღეროების შემოღებით, რომლებიც ქმნიან სხვადასხვა სიცარიელეს და ჩაღრმავებას დაპროექტებულ ნაწილში.
ჩამოსხმული ნაწილის ფორმის შემუშავებისას აუცილებელია პრეტენზიულობის თავიდან აცილება მონახაზში, რაც გაამარტივებს ღეროების დამზადებას და მონტაჟს სიცარიელეების ფორმირებისთვის. ჩამოსხმის ნაწილის დაპროექტებამდე ჰკითხეთ საკუთარ თავს: აუცილებელია თუ არა ჩამოსხმა? იქნებ ჯობია შტამპით, შედუღებით, მოქლონებით ან დაწნეხილით მიღება?
რთული კონფიგურაციის მქონე ნაწილს, რომელიც რთული დასამუშავებელია, ზოგჯერ იყოფა მარტივი ფორმის ორ ნაწილად და შემდეგ იკრიბება, მაგალითად, დაჭერით. პრესის მორგებით, ჩამკეტი მზადდება 10 - 15 ° კუთხით, და არა 45 ° -ით, როგორც ყოველთვის, ასწორებს მკვეთრ კიდეს.
მოდით შევხედოთ ჩამოსხმული ნაწილების ნახატების ზოგიერთ მახასიათებელს.
ჩამოსხმული ნაწილების ნახაზები მიუთითებს მასალაზე, რომელსაც აქვს ჩამოსხმის თვისებები. ამის გაგება შესაძლებელია აღნიშვნით: მაგალითად, ასო "L" ზოგიერთ აღნიშვნაში მიუთითებს, რომ მასალა არის სამსხმელო.
ტექნიკური მოთხოვნების ტექსტის წარწერები ან სურათებზე სიმბოლოები მიუთითებს ფერდობების, რადიუსების და ზედაპირის უხეშობის მნიშვნელობებზე.

სურათი 9.11 - ჩამოსხმული ნაწილები
მოდით აღვნიშნოთ ზომის მნიშვნელოვანი მახასიათებელი. ჩამოსხმული ნაწილების ნახაზებში, რომლებიც საჭიროებენ დამუშავებას, ზომები მითითებულია ისე, რომ მხოლოდ ერთი განზომილება მოთავსდეს დაუმუშავებელ ზედაპირს - ჩამოსხმის საფუძველსა და დამუშავებულ ზედაპირს - მთავარ განზომილებიან ბაზას შორის. ეს ზომა საშუალებას გაძლევთ სწრაფად იპოვოთ ეს ბაზის ზედაპირები (ჩვეულებრივ თვითმფრინავები) ნახაზიდან.
განზომილების ხაზები დამუშავებულ ზედაპირებზე გაყვანილია ძირითადი განზომილებიანი ბაზიდან. ზოგიერთი დამუშავებული ზედაპირი შეიძლება იყოს დამხმარე საფუძვლად, მოსახერხებელია განზომილებიანი ჯაჭვებში შემავალი ზომების, ასევე ტექნოლოგიური ზომების გასაზომად.
ჩამოსხმის ფუძიდან მიუთითეთ ზომები დაუმუშავებელ ზედაპირებზე, რაც პირდაპირ განსაზღვრავს ჩამოსხმის მოდელს (შემცირების გათვალისწინებით).
ზოგიერთი დაუმუშავებელი ზედაპირი, რომელიც ორიენტირებულია ჩამოსხმის ბაზისგან, ასევე შეიძლება იყოს დამხმარე - კონტროლირებადი მნიშვნელობების გაზომვისა და დაყენების მოხერხებულობისთვის.
ასიმეტრიული მოცულობითი ნაწილების დაპროექტებისას სასურველია, რომ ელემენტების უმეტესობა შემოიფარგლოს ბრუნვის ზედაპირებით, რაც მნიშვნელოვნად ამარტივებს აღჭურვილობის წარმოებას (მოდელები, წნელები და ა.შ.).
ამ ჯგუფის ნაწილების ტიპიური ნახაზები ნაჩვენებია სურათებში 9.12, 9.13.

სურათი 9.12 - ჩამოსხმული სამაგრის ნახაზი
ნახაზი 9.12 გვიჩვენებს 45 L-II კლასის ფოლადის ჩამოსხმის შედეგად წარმოებული სამაგრის ნახატს. მარცხნივ ხედზე ნაწილის კონტურები გამოსახულია როგორც ერთი ხაზი და არა ორმაგი, რადგან აქ ნათლად არ ჩანს ფერდობები და ტოტები.

სურათი 9.13 - საბინაო ნახაზი
6. რეპუბლიკაცია. 2003 წლის აპრილი
ეს სტანდარტი ადგენს წესებს სამსხმელო ფორმებისა და ჩამოსხმის ელემენტების გრაფიკული შესრულების წესებს ყველა ინდუსტრიის პროდუქტებისთვის.
ამ სტანდარტის შესაბამისობის ხარისხი ST SEV 4406-83-თან მოცემულია დანართ 1-ში.
1. ჩამოსხმის ფორმების ელემენტების გრაფიკული განხორციელების წესები
1.1. ჩამოსხმის ყალიბის ელემენტების გრაფიკული წარმოდგენა უნდა შესრულდეს ესკიზურ რუკაზე ESKD სტანდარტებისა და ამ სტანდარტის მოთხოვნების შესაბამისად.
1.2. დასაშვებია ჩამოსხმის ფორმების ელემენტების გრაფიკული გამოსახულების გაკეთება ნაწილის ნახაზის რეგისტრირებულ ასლზე, ხოლო დოკუმენტის აღნიშვნა, ჩამოსხმის ფორმების ელემენტების შემქმნელის ხელმოწერები, სტანდარტული ინსპექტორი და სხვა მონაცემები უნდა იყოს. მითითებულია დანართ 2-ის შესაბამისად.
1.3. მოდელის კონექტორების აღნიშვნა, ჩამოსხმის ფორმები და პოზიცია ჩამოსხმისას
1.3.1. მოდელისა და ფორმის დამაკავშირებელი ნაჩვენებია სეგმენტით ან გატეხილი ტირე-წერტილის ხაზით, რომელიც მთავრდება ნიშნით, რომლის ზემოთ მითითებულია კონექტორის ასო აღნიშვნა -.
განშორების მიმართულება ნაჩვენებია მყარი ძირითადი ხაზით, რომელიც შემოსაზღვრულია ისრებით და პერპენდიკულარულია გამყოფი ხაზის მიმართ (ნახ. 1 და 2).
ჯანდაბა.2
1.3.2. ერთი ცალი მოდელების გამოყენებისას მითითებულია მხოლოდ კონექტორის ფორმა (ნახ. 3 და 4).
ჯანდაბა.4
1.3.3. დამაკავშირებელი ფორმები და რთული ჩამოსხმის მოდელები ნაჩვენებია გამოსახულების მინიმალურ საჭირო რაოდენობაზე, რომელიც საკმარისია კონექტორის დასადგენად.
1.3.4. რამდენიმე კონექტორით, თითოეული კონექტორის მოდელები და ფორმები ნაჩვენებია ცალკე (ნახ. 5).
1.3.5. ჩამოსხმის პოზიცია ყალიბში ჩამოსხმისას აღინიშნება ასოებით (ზედა) და (ქვედა). ასოები მოთავსებულია ისრების გვერდით, რომლებიც გვიჩვენებს ყალიბის შესაერთებლის მიმართულებას (ნახ. 1-5).
1.3.6. თუ ჩამოსხმა ჩამოსხმულია ჰორიზონტალურ მდგომარეობაში და ჩამოისხმება ვერტიკალურ მდგომარეობაში, მაშინ ჩამოსხმის ზედა და ქვედა ასოს აღნიშვნა არ არის მოთავსებული ისრებთან და ჩამოსხმის პარალელურად იხაზება მყარი ძირითადი ხაზი, რომელიც შემოიფარგლება ისრები. ისრებს ზედა და ქვედა ასოს აღნიშვნა აქვს (სურ. 5).
1.4. შემწეობის სურათი
1.4.1. დამუშავების შეღავათები ნაჩვენებია როგორც მყარი თხელი ხაზი. დასაშვებია შემწეობის ხაზის წითლად გაკეთება.
1.4.2. დამუშავების დასაშვები ოდენობა მითითებულია ნაწილის ზედაპირის უხეშობის ნიშნის წინ რიცხვით ან დახრილობისა და ხაზოვანი ზომების რაოდენობით (ნახ. 6).
მარტივი ჩამოსხმისთვის დასაშვებია არა დამუშავების შემწეობების გამოსახვა, არამედ რიცხვით მხოლოდ შემწეობის ოდენობის მითითება (სურ. 8).
ჯანდაბა.8
1.4.3. ტექნოლოგიური შემწეობა მითითებულია რიცხვით პლუს (+) ან მინუს (-) ნიშნით და ასოთი (ტექნოლოგიური შემწეობა) და მოთავსებულია განზომილების ხაზის გაგრძელებაზე ან ლიდერის ხაზის თაროზე, თუ ეს შეუძლებელია. განზომილების ხაზის გაფართოებაზე წარწერისა და ნომრის განთავსება (სურ. 7).
1.4.4. ნახვრეტები, ჩაღრმავებები და სხვ., რომლებიც არ კეთდება ნაწილის ჩამოსხმისას, გადახაზულია მყარი თხელი ხაზით (სურ. 6-8), რომელიც შეიძლება გაკეთდეს წითლად.
1.5. ღეროების გამოსახულება და აღნიშვნა
1.5.1. წნელები, მათი ნიშნები და დამჭერები, ჯუმპერის ღეროები, ადვილად მოსახსნელი გამონაზარდების გამყოფი დიაფრაგმები და მოდელის ნიშნები გამოსახულია ნახატის შკალაზე მყარი თხელი ხაზით (სურ. 9-13), რომელიც შეიძლება გაკეთდეს ლურჯად.
1.5.2. თუ ნაწილის ნახატზე გამოსახულებების ახლო მდებარეობა არ იძლევა საშუალებას აჩვენოს ღეროების სიმბოლოები მასშტაბურად, მაშინ დასაშვებია სიმბოლოს გატეხვა ან გამოსახვა არა მასშტაბურად (სურ. 10).
1.5.3. ღეროებისა და ნიშნების კონტურები უნდა იყოს დახატული სურათების მინიმალურ რაოდენობაზე, ამასთან, უზრუნველყოფილი იყოს კონტურების, ღეროების ადგილმდებარეობისა და მოდელის ნაკრების წარმოებისთვის საჭირო ნიშნების ზომების აუცილებელ გაგებაზე.
1.5.4. სექციური წნელები უნდა იყოს გამოჩეკილი მხოლოდ კონტურულ ხაზებზე (სურ. 9-11). ხაზის სიგრძე 3-30 მმ. დაჩრდილვის გამოყენების წესები - GOST 2.306-ის მიხედვით.
თუ ღეროების რაოდენობა მცირეა და კონფიგურაცია მარტივია, ღეროები შეიძლება არ იყოს გამოჩეკილი.
1.5.5. ღეროების ნიშნებისა და წნელების უხილავი კონტურები შეიძლება გამოყენებულ იქნას იმ შემთხვევებში, როდესაც ძნელია მათი ფორმისა და ადგილმდებარეობის გაგება.
1.5.6. სურათებში, რომლებშიც ჩამოსხმის ფერდობები მკაფიოდ არ არის გამოვლენილი, მხოლოდ ერთი ხაზია გავლებული, რომელიც შეესაბამება ყველაზე დიდ ზომას (ნახ. 11).
1.5.7. ღეროების სიმბოლოების ზომები და ღეროების სიმბოლოებსა და მოდელს შორის არსებული ხარვეზები შეესაბამება GOST 3212-ს.
1.5.8. სტანდარტიზებული ჯუმპერის ღეროების და დიაფრაგმების გამოსახვისას, მათი ჩვეულებრივი გამოსახულება მითითებულია თაროზე ლიდერის ხაზებით (სურათები 12 და 13).
ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.
1.5.9. წნელები აღინიშნება ასოებით ხელოვნებაში. და სერიული ნომრები, მაგალითად, მუხ.3(სურათი 9). ღეროს ნომერი მითითებულია სურათების მინიმალურ საჭირო რაოდენობაზე, მაგრამ საკმარისია ცალსახა გაგებისთვის.
1.5.10. ისრების ზომების თანაფარდობა, რომელიც გვიჩვენებს ღეროს შეფუთვის მიმართულებას, უნდა შეესაბამებოდეს ნახ. 14-ში ნაჩვენების.
1.5.11. ისრების ზომების თანაფარდობა, რომლებიც გვიჩვენებს ბირთვის ყუთის კონექტორს, უნდა შეესაბამებოდეს ნახ.15-ში ნაჩვენების.
1.6. მოდელის მოხსნადი ნაწილების გამოსახულება და აღნიშვნა
1.6.1. მოხსნადი ნაწილის შეხების ხაზი მოდელთან ნაჩვენებია მყარი ძირითადი ხაზის სახით (სურ. 16).
1.6.2. მოდელის მოსახსნელი ნაწილი აღინიშნება ასოებით და სერიული ნომრით (ნახ. 16). თუ არის მხოლოდ ერთი მოსახსნელი ნაწილი, მაშინ სერიული ნომერი არ არის მოცემული.
1.7. კარიბჭის სისტემის გამოსახულება და აღნიშვნა
1.7.1. კარიბჭის სისტემა დამზადებულია ნაწილის გამოსახულების მასშტაბით მყარი თხელი ხაზით (ნახ. 17 და 18) და შეიძლება გაკეთდეს წითლად.
ჯანდაბა.18
1.7.2. თუ არსებობს ესკიზის რუკა, რომელიც აჩვენებს მოდელების მდებარეობას და კარიბჭის სისტემას მოდელის ფირფიტაზე, კარიბჭის სისტემა შეიძლება არ იყოს გამოსახული ცალკეული ჩამოსხმის ესკიზ რუკაზე. ამ შემთხვევაში, საკმარისია გამოსახოთ ინტერფეისი მიმწოდებლებსა და ჩამოსხმის სხეულს შორის და მიაწოდოთ ბმული ესკიზის რუკაზე, რომელიც აჩვენებს კარიბჭის სისტემას.
1.7.3. თუ არ არის საკმარისი ადგილი ნაწილის ნახაზის ასლზე კარიბჭის სისტემის მასშტაბის გამოსასახავად, მაშინ დასაშვებია მისი გამოსახვა მასშტაბიდან გადახრით.
1.7.4. კარიბჭის სისტემის ელემენტების სექციები არ არის გამოჩეკილი.
კარიბჭის სისტემის ელემენტების თითოეული მონაკვეთისთვის ნებადართულია განივი კვეთის ფართობის მითითება კვადრატულ სანტიმეტრებში, მონაკვეთების რაოდენობა და მათი საერთო ფართობი.
განივი უბნები მიუთითებს: მიმწოდებელი - , წიდის ავზები - , ამწეები - ა.შ.
მთლიანი ფართობები მიუთითებს: მიმწოდებელი, ამწე და ა.შ.
1.7.5. როდესაც კარიბჭე სისტემა მზადდება კერამიკული სიფონის მილებში, მათი გამოსახულება არ არის ნაჩვენები. ტექნიკური მოთხოვნები მოიცავს შემდეგ წარწერას: "ადგილზე... კარიბჭის სისტემა უნდა გაკეთდეს კერამიკული მილებით GOST-ის შესაბამისად...".
1.7.6. მოგება მითითებულია ლიდერის ხაზის თაროზე სერიული ნომრით, რომელსაც წინ უძღვის სიტყვა "მოგება". თუ ჩამოსხმაზე დაყენებულია რამდენიმე იდენტური მოგება, მაშინ მათ ენიჭებათ იგივე ნომრები და თაროზე, ლიდერის ხაზები მოგების ნომრის შემდეგ მიუთითებს ქასთინგზე დაყენებული ამ ნომრის მოგების მთლიან რაოდენობას (სურათი 19).
მოგება გამოსახულია როგორც მყარი თხელი ხაზი, რომელიც შეიძლება დახაზული იყოს წითლად.
1.7.7. თაროზე ჩამოსხმაზე სტანდარტიზებული მოგების დაყენებისას ლიდერის ხაზები მიუთითებს მათ სიმბოლოზე, მაგრამ ამ შემთხვევაში მოგების თანხები არ არის მითითებული (ნახ. 19).
1.7.8. გაზწარმომქმნელი ვაზნების დაყენების ადგილები მითითებულია წარწერით წინამორბედი ხაზის თაროზე „გაზწარმომქმნელი ვაზნა“ (სურ. 20).
1.7.9. ფილტრაციის ბადეები ბოლომდე არ არის გამოყვანილი, მაგრამ მხოლოდ მათი მონახაზი არის გამოსახული მყარი ძირითადი ხაზით.
1.8. მაცივრების გამოსახულება და აღნიშვნა
1.8.1. მაცივრები გამოსახულია მასშტაბით, როგორც მყარი თხელი ხაზი, რომელიც შეიძლება გაკეთდეს მწვანეში. მაცივრები იჩეკება სექციებად (სურათები 21 და 22).
ჯანდაბა.22
1.8.2. მაცივრების აღნიშვნა შედგება სიტყვისგან „ცივი“, სერიული ნომერი, მაცივრების რაოდენობა, რომლებიც მოთავსებულია თაროზე ლიდერის ხაზებით (ნახ. 21 და 22).
1.8.3. თაროზე სტანდარტიზებული მაცივრების გამოყენებისას ლიდერის ხაზები მიუთითებს მათ სიმბოლოზე. ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.
1.9. შეკუმშვის ნეკნების, ჰალსტუხების, ნიმუშების გამოსახულება მექანიკური და სხვა ტესტებისთვის და ტექნოლოგიური ტალღებისთვის
1.9.1. შეკუმშვის ნეკნები, ჰალსტუხები, ნიმუშები და ტექნოლოგიური ტალღები გამოსახულია ნაწილის გამოსახულების მასშტაბზე მყარი თხელი ხაზით (ნახ. 23 და 24), რომელიც შეიძლება გაკეთდეს წითლად.
ჯანდაბა.24
1.9.2. ჩამოსხმული ნიმუშის დანიშნულება მითითებულია წამყვანი ხაზის თაროზე შესაბამისი წარწერით (სურ. 25 და 26).
1.9.3. თაროზე სტანდარტიზებული ნიმუშების გამოსახვისას ლიდერის ხაზები მიუთითებს მათ სიმბოლოზე. ამ შემთხვევაში, ზომები არ არის ნაჩვენები სურათზე.
1.10. ლოტების გამოსახულება და ადგილების აღნიშვნა, სადაც აირები გამოდის ყალიბიდან და ღეროებიდან
1.10.1. გათამაშებები შედგენილია ცხრილის მოთხოვნების შესაბამისად (იხ. სურათი 9).
1.10.2. ადგილები, სადაც აირები გამოდის ყალიბიდან და ღეროებიდან, ნაჩვენებია ისრებით და ასოებით VG(გაზის გასასვლელი), რომელიც მდებარეობს ისრის გასწვრივ (იხ. სურ. 9). ისრის ზომა არის GOST 2.305 * შესაბამისად.
______________
* ტერიტორიაზე რუსეთის ფედერაციამოქმედებს GOST 2.305-2008. - მონაცემთა ბაზის მწარმოებლის შენიშვნა.
2. ჩამოსხმის ფორმების ელემენტების გრაფიკული აღნიშვნა
2.1. ჩამოსხმის ფორმის ელემენტების გრაფიკული აღნიშვნები სექციებში უნდა შეესაბამებოდეს ცხრილში მითითებულებს.
ნივთის სახელი | Დანიშნულება |
ჩალა | |
ვიკი | |
ლითონის საპარსი | |
ორთქლის ინექციები | |
თმის სამაგრები | |
სროლები | |
გაზების ამოღება ღეროდან | |
მოსაპირკეთებელი ფენა ფორმაში |
3. ქასთინგების გრაფიკული წარმოდგენის წესები
3.1. ესკიზის ბარათზე უნდა გაკეთდეს კასტინგის გრაფიკული გამოსახულება ESKD სტანდარტებისა და ამ სტანდარტის მოთხოვნების შესაბამისად.
დასაშვებია ნახატის რეგისტრირებულ ეგზემპლარზე ჩამოსხმის გრაფიკული დოკუმენტის გამოსახვა, ხოლო ჩამოსხმის ელემენტები შესრულდეს წითლად.
3.2. დოკუმენტის აღნიშვნა, კასტინგის შემქმნელის, ნორმატიული ინსპექტორის ხელმოწერები და სხვა მონაცემები მითითებული უნდა იყოს დანართი 2-ის შესაბამისად.
3.3. ჩამოსხმის შედგენისას მხედველობაში უნდა იქნას მიღებული ყველა შემწეობა, მათი მნიშვნელობების მითითებით (ნახ. 27).
3.4. დამუშავებული ზედაპირების შიდა კონტური, აგრეთვე ხვრელები, ჩაღრმავებები და ჩაღრმავები, რომლებიც არ კეთდება ჩამოსხმისას, გამოსახულია მყარი თხელი ხაზით (სურ. 27).
დასაშვებია ჩამოთვლილი ელემენტების არ გამოსახვა მარტივი ჩამოსხმისთვის.
3.5. ფიდერების, ვენტილატორების, სარეცხი საშუალებების, წყვილების და მოგების ნაშთები, თუ ისინი მთლიანად არ არის ამოღებული სამსხმელოში, მზადდება ჩამოსხმის გამოსახულებაზე. ჭრის ხაზი უნდა შეესაბამებოდეს ჭრის მეთოდს: საჭრელით, დისკის საჭრელით, ხერხით და ა.შ. იგი შესრულებულია მყარი თხელი ხაზით, ცეცხლის მოჭრისას ან გატეხვისას - მყარი ტალღოვანი ხაზით (სურ. 28).
3.6. დამსხვრეული ნეკნები, ჰალსტუხები, ტექნოლოგიური ბოსები, საცდელი ნიმუშები, რომლებიც არ არის ამოღებული სამსხმელოში, მზადდება ჩამოსხმის გამოსახულებაზე, როგორც სრულიად მყარი ძირითადი ხაზი (სურ. 29-32).
ჯანდაბა.32
3.7. ჩამოსხმის კორპუსიდან ამოჭრილ ნიმუშებზე მიუთითეთ ზომები, რომლებიც განსაზღვრავს მათი ჭრის ადგილს (სურ. 32).
3.8. ნიმუშის დანიშნულება მითითებულია ლიდერის ხაზის თაროზე (ნახ. 31 და 32).
დანართი 1 (რეკომენდირებულია). საინფორმაციო მონაცემები GOST 3.1125-88 ST SEV 4406-83 შესაბამისობის შესახებ
მოთხოვნები | GOST 3.1125-88 | ST SEV 4406-83 |
დოკუმენტის შესრულების ადგილის მითითება | ესკიზის რუკა - დოკუმენტის შესრულების ადგილი | ადგილი, სადაც დოკუმენტი შესრულდა, არ არის მითითებული |
ინსტრუქციები დოკუმენტის აღნიშვნისა და ძირითადი ხელმოწერების შესახებ | დამატებითი ბეჭედი მიუთითებს დოკუმენტის აღნიშვნასა და მის ძირითად ხელმოწერებზე | არანაირი ინსტრუქცია |
ინსტრუქციები გამოსახულების შესახებ და ჩამოსხმის ფორმის აუცილებელი ელემენტების აღნიშვნები | ინსტრუქციები მოდელის მოხსნადი ნაწილების, ლოტების, ადგილების გამოსახვისა და აღნიშვნის შესახებ, სადაც აირები გამოდის ყალიბიდან და წნელებიდან | |
ინსტრუქციები ჩამოსხმის ფორმის ელემენტების გრაფიკული წარმოდგენის შესახებ | ცხრილში მითითებულია ჩამოსხმის ფორმების ელემენტების გრაფიკული გამოსახულება |
სერიულ და მასობრივ წარმოებაში ყალიბებისა და ჩამოსხმის გრაფიკული ელემენტების დამზადებისას დამატებითი შტამპი იდება მთავარი წარწერის ზემოთ ნაწილის ნახატის ასლზე ან ნახატის თავისუფალ ველზე (სურ. 33).
3-13 სვეტების ზომები - GOST 3.1103 ბლოკების B2 f1 და B3 f1v მიხედვით.
დამატებითი ბეჭედი მიუთითებს:
სვეტში 1 - ჩამოსხმის კოდი (ან აღნიშვნა);
"" 2 - დოკუმენტის აღნიშვნა მიერ
"" 8 - ნორმატიული ინსპექტორის დასახელება;
"" 9 - ნორმატიული ინსპექტორის ხელმოწერა;
" " 10 - დოკუმენტის ცვლილების სერიული ნომერი;
"" 11 - ნიშანი შეტყობინებების ფურცლის შეცვლასა და შესავალზე GOST 2.503-ის შესაბამისად;
" " 12 - შეტყობინების აღნიშვნა (კოდი);
"" 13 - ცვლილებაზე პასუხისმგებელი პირის ხელმოწერა;
სვეტი 14 - რეზერვი.
მცირე და საპილოტე წარმოებაში დასაშვებია შტამპის არ დამაგრება. დოკუმენტის აღნიშვნა, დეველოპერისა და ნორმატიული ინსპექტორის ხელმოწერა ხორციელდება მთავარი წარწერის ზემოთ ან ნახაზის თავისუფალ ველში.
Შენიშვნა. დამატებითი შტამპის მე-2 სვეტი არ შეიძლება შეივსოს.
ელექტრონული დოკუმენტის ტექსტი
მომზადებული კოდექსის მიერ და დამოწმებული წინააღმდეგ:
ოფიციალური გამოცემა
ერთიანი ტექნოლოგიური სისტემა
დოკუმენტაცია: შ. GOST: -
M.: IPK Standards Publishing House, 2003 წ