Pangkalahatang mga patakaran para sa paggawa ng mga guhit ng mga bahagi. Ang pagkakasunud-sunod ng pagpapatupad ng mga gumaganang guhit ng mga bahagi (detalye) Mga halimbawa ng pagpapatupad ng mga guhit ng mga bahagi
produkto tawagan ang anumang item o set ng mga item ng produksyon na gagawin sa enterprise.
GOST 2.101-88* set ang mga sumusunod na uri mga produkto:
- Mga Detalye;
- Mga yunit ng pagpupulong;
- Mga kumplikado;
- Mga kit.
Kapag nag-aaral ng kursong Engineering Graphics, dalawang uri ng mga produkto ang inaalok para sa pagsasaalang-alang: mga bahagi at mga yunit ng pagpupulong.
Detalye– isang produkto na ginawa mula sa isang materyal na pare-pareho ang pangalan at tatak, nang hindi gumagamit ng mga operasyon ng pagpupulong.
Halimbawa: isang bushing, isang cast body, isang rubber cuff (unreinforced), isang piraso ng cable o wire ng isang partikular na haba. Kasama rin sa mga bahagi ang mga produktong pinahiran (proteksiyon o pandekorasyon), o ginawa gamit ang lokal na welding, paghihinang, at gluing. Halimbawa: isang katawan na natatakpan ng enamel; chrome-plated na bakal na tornilyo; isang kahon na pinagsama-sama mula sa isang sheet ng karton, atbp.
Unit ng pagpupulong- isang produkto na binubuo ng dalawa o higit pa mga bahagi, konektado sa isa't isa sa planta ng pagmamanupaktura sa pamamagitan ng mga operasyon ng pagpupulong (screwing, welding, paghihinang, riveting, flaring, gluing, atbp.).
Halimbawa: machine tool, gearbox, welded body, atbp.
Mga kumplikado- dalawa o higit pang tinukoy na mga produkto na hindi konektado sa pabrika ng pagmamanupaktura sa pamamagitan ng mga pagpapatakbo ng pagpupulong, ngunit nilayon upang magsagawa ng magkakaugnay na mga function sa pagpapatakbo, halimbawa, isang awtomatikong pagpapalitan ng telepono, anti-aircraft complex at iba pa.
Mga kit- dalawa o higit pang tinukoy na mga produkto na hindi konektado sa tagagawa sa pamamagitan ng mga operasyon ng pagpupulong at kumakatawan sa isang hanay ng mga produkto na may pangkalahatang layunin sa pagpapatakbo ng isang pantulong na kalikasan, halimbawa, isang hanay ng mga ekstrang bahagi, isang hanay ng mga tool at accessories, isang hanay ng mga kagamitan sa pagsukat, atbp.
Ang paggawa ng anumang produkto ay nagsisimula sa pagbuo ng dokumentasyon ng disenyo. Batay tuntunin ng sanggunian organisasyon ng proyekto umuunlad paunang disenyo, na naglalaman ng mga kinakailangang guhit ng hinaharap na produkto, isang paliwanag na tala, ay nagsasagawa ng pagsusuri ng pagiging bago ng produkto, na isinasaalang-alang ang mga teknikal na kakayahan ng negosyo at ang pagiging posible sa ekonomiya ng pagpapatupad nito.
Ang paunang disenyo ay nagsisilbing batayan para sa pagbuo ng dokumentasyon ng gumaganang disenyo. Tinutukoy ng isang kumpletong hanay ng dokumentasyon ng disenyo ang komposisyon ng produkto, istraktura nito, ang pakikipag-ugnayan ng mga bahagi nito, ang disenyo at materyal ng lahat ng bahagi nito at iba pang data na kinakailangan para sa pagpupulong, paggawa at kontrol ng produkto sa kabuuan.
Pagguhit ng pagpupulong– isang dokumento na naglalaman ng isang imahe ng isang yunit ng pagpupulong at ang data na kinakailangan para sa pagpupulong at kontrol nito.
Pagguhit pangkalahatang pananaw – isang dokumento na tumutukoy sa disenyo ng isang produkto, ang pakikipag-ugnayan ng mga bahagi nito at ang prinsipyo ng pagpapatakbo ng produkto.
Pagtutukoy– isang dokumento na tumutukoy sa komposisyon ng yunit ng pagpupulong.
Ang pangkalahatang pagguhit ay may numero ng yunit ng pagpupulong at SB code.
Halimbawa: assembly unit code (Figure 9.1) TM.0004ХХ.100 SB ang parehong numero, ngunit walang code, ay may specification (Figure 9.2) ng assembly unit na ito. Ang bawat produkto na kasama sa unit ng pagpupulong ay may sariling numero ng posisyon na nakasaad sa drawing ng pangkalahatang view. Sa pamamagitan ng numero ng posisyon sa pagguhit maaari mong makita sa detalye ang pangalan, pagtatalaga ng bahaging ito, pati na rin ang dami. Bilang karagdagan, maaaring ipahiwatig ng tala ang materyal kung saan ginawa ang bahagi.
9.2. Pagkakasunud-sunod ng pagpapatupad ng mga guhit ng mga bahagi
Pagguhit ng bahagi ay isang dokumentong naglalaman ng larawan ng isang bahagi at iba pang data na kinakailangan para sa paggawa at kontrol nito.
Bago kumpletuhin ang pagguhit, kinakailangan upang malaman ang layunin ng bahagi, mga tampok ng disenyo, at maghanap ng mga ibabaw ng isinangkot. Sa pagguhit ng pagsasanay ng bahagi, sapat na upang ipakita ang imahe, sukat at grado ng materyal.
- Piliin ang pangunahing larawan (tingnan).
- Itakda ang bilang ng mga larawan - mga view, mga seksyon, mga seksyon, mga extension na malinaw na nagbibigay ng ideya ng hugis at sukat ng bahagi, at dagdagan ang pangunahing larawan ng anumang impormasyon, na alalahanin na ang bilang ng mga larawan sa pagguhit ay dapat na minimal. at sapat.
- Piliin ang sukat ng imahe ayon sa GOST 2.302-68. Para sa mga larawan sa gumaganang mga guhit, ang gustong sukat ay 1:1. Ang sukat sa pagguhit ng bahagi ay hindi palaging kailangang tumugma sa sukat ng pagguhit ng pagpupulong. Ang malalaki at simpleng mga detalye ay maaaring iguhit sa isang sukat ng pagbabawas (1:2; 1:2.5; 1:4; 1:5, atbp.), ang maliliit na elemento ay pinakamahusay na inilalarawan sa isang sukat ng pagpapalaki (2:1; 2.5:1; 4:1; 5:1; 10:1; atbp.).
- Piliin ang format ng pagguhit. Ang format ay pinili depende sa laki ng bahagi, numero at sukat ng mga imahe. Ang mga imahe at inskripsiyon ay dapat sumakop sa humigit-kumulang 2/3 ng lugar ng pagtatrabaho ng format. Ang larangan ng pagtatrabaho ng format ay limitado ng isang frame na mahigpit na alinsunod sa GOST 2.301-68* para sa disenyo ng mga guhit. Ang pangunahing inskripsiyon ay matatagpuan sa ibabang kanang sulok (sa A4 format ang pangunahing inskripsiyon ay matatagpuan lamang sa kahabaan ng maikling bahagi ng sheet);
- I-layout ang drawing. Upang makatwirang punan ang field ng format, inirerekumenda na balangkasin ang pangkalahatang mga parihaba ng mga napiling larawan na may manipis na mga linya, pagkatapos ay iguhit ang mga axes ng simetrya. Ang mga distansya sa pagitan ng mga imahe at ang format na frame ay dapat na humigit-kumulang pareho. Napili ito na isinasaalang-alang ang kasunod na aplikasyon ng extension, mga linya ng dimensyon at kaukulang mga inskripsiyon.
- Iguhit ang detalye. Ilapat ang mga linya ng extension at dimensyon alinsunod sa GOST 2.307-68. Pagkatapos iguhit ang bahagi na may manipis na mga linya, alisin ang mga karagdagang linya. Ang pagpili ng kapal ng pangunahing linya, subaybayan ang mga imahe, na obserbahan ang mga ratio ng mga linya alinsunod sa GOST 3.303-68. Dapat malinaw ang balangkas. Pagkatapos ng pagsubaybay, kumpletuhin ang mga kinakailangang inskripsiyon at ilagay ang mga numerong halaga ng mga sukat sa itaas ng mga linya ng dimensyon (mas mabuti ang laki ng font 5 ayon sa GOST 2.304-68).
- Punan ang block ng pamagat. Sa kasong ito, ipahiwatig: ang pangalan ng bahagi (unit ng pagpupulong), ang materyal ng bahagi, ang code at numero nito, kung sino at kailan ginawa ang pagguhit, atbp. (Larawan 9.1)
Ang mga tumigas na tadyang at mga spokes ay ipinapakita na walang lilim sa mga pahaba na seksyon.
Figure 9.1 - Paggawa ng pagguhit ng bahagi ng "Kaso".
9.3. Paglalapat ng mga sukat
Ang pagdimensyon ay ang pinakamahalagang bahagi ng paggawa sa isang drawing, dahil ang maling pagkakalagay at ang mga dagdag na dimensyon ay humahantong sa mga depekto, at ang kakulangan ng mga dimensyon ay nagdudulot ng mga pagkaantala sa produksyon. Nasa ibaba ang ilang mga rekomendasyon para sa paglalapat ng mga sukat kapag gumuhit ng mga bahagi.
Ang mga sukat ng bahagi ay sinusukat gamit ang isang metro sa pagguhit ng pangkalahatang view ng yunit ng pagpupulong, na isinasaalang-alang ang sukat ng pagguhit (na may katumpakan na 0.5 mm). Kapag sinusukat ang pinakamalaking diameter ng thread, kinakailangang bilugan ito sa pinakamalapit na pamantayan, na kinuha mula sa reference book. Halimbawa, kung ang diameter ng isang panukat na thread ay sinusukat na d = 5.5 mm, kung gayon kinakailangan na tanggapin ang isang M6 na thread (GOST 8878-75).
9.3.1. Pag-uuri ng laki
Ang lahat ng laki ay nahahati sa dalawang grupo: basic (conjugate) at libre.
Pangunahing Dimensyon ay kasama sa mga dimensional na kadena at matukoy ang kamag-anak na posisyon ng bahagi sa pagpupulong, dapat nilang tiyakin:
- lokasyon ng bahagi sa pagpupulong;
- katumpakan ng pakikipag-ugnayan ng mga pinagsama-samang bahagi;
- pagpupulong at pag-disassembly ng produkto;
- pagpapalitan ng mga bahagi.
Ang isang halimbawa ay ang mga sukat ng babae at lalaki na elemento ng mga bahagi ng pagsasama (Larawan 9.2). Ang mga karaniwang contact surface ng dalawang bahagi ay may parehong nominal na laki.
Mga available na laki Ang mga bahagi ay hindi kasama sa mga dimensional na kadena. Tinutukoy ng mga sukat na ito ang mga ibabaw ng bahagi na hindi kumonekta sa mga ibabaw ng iba pang mga bahagi, at samakatuwid ang mga ito ay ginawa nang hindi gaanong katumpakan (Figure 9.2).

A- takip sa ibabaw; B- sakop na ibabaw;
SA- libreng ibabaw; d- nominal na laki
Larawan 9.2
9.3.2. Mga pamamaraan ng dimensyon
Mag-apply sumusunod na pamamaraan laki:
- kadena;
- coordinate;
- pinagsama-sama.
Sa kadena pamamaraan (Figure 9.3), ang mga sukat ay ipinasok nang sunud-sunod. Sa ganitong sizing, ang bawat roller step ay naproseso nang nakapag-iisa, at ang teknolohikal na base ay may sariling posisyon. Kasabay nito, ang katumpakan ng laki ng bawat elemento ng bahagi ay hindi apektado ng mga pagkakamali sa pagpapatupad ng mga nakaraang sukat. Gayunpaman, ang kabuuang error sa laki ay binubuo ng kabuuan ng mga error ng lahat ng laki. Ang pagguhit ng mga sukat sa anyo ng isang saradong chain ay hindi pinahihintulutan, maliban sa mga kaso kung saan ang isa sa mga sukat ng chain ay ipinahiwatig bilang isang sanggunian. Ang mga sukat ng sanggunian sa pagguhit ay minarkahan * at nakasulat sa patlang: "* Mga sukat para sanggunian"(Larawan 9.4).

Larawan 9.3

Larawan 9.4
Sa coordinate paraan, ang mga sukat ay itinakda mula sa mga napiling base (Larawan 9.5). Sa pamamaraang ito, walang pagsasama-sama ng mga sukat at mga error sa lokasyon ng anumang elemento na nauugnay sa isang base, na siyang kalamangan nito.

Larawan 9.5
pinagsama-sama Ang pamamaraan ng dimensyon ay isang kumbinasyon ng mga pamamaraan ng chain at coordinate (Larawan 9.6). Ginagamit ito kapag kinakailangan ang mataas na katumpakan sa paggawa ng mga indibidwal na elemento ng isang bahagi.

Larawan 9.6
Ayon sa kanilang layunin, ang mga sukat ay nahahati sa pangkalahatan, pagkonekta, pag-install at istruktura.
Dimensional tinutukoy ng mga sukat ang pinakamataas na panlabas (o panloob) na mga contour ng produkto. Hindi palaging inilalapat ang mga ito, ngunit kadalasang nakalista para sa sanggunian, lalo na para sa malalaking bahagi ng cast. Ang pangkalahatang mga sukat ay hindi inilalapat sa bolts at studs.
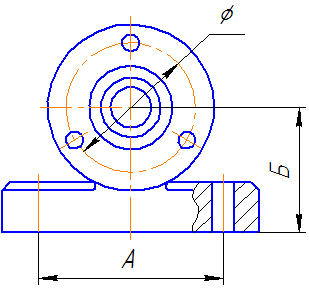
Koneksyon At pag-install Tinutukoy ng mga sukat ang laki ng mga elemento kung saan naka-install ang produktong ito sa site ng pag-install o nakakonekta sa isa pa. Kasama sa mga sukat na ito ang: ang taas ng gitna ng tindig mula sa eroplano ng base; distansya sa pagitan ng mga sentro ng butas; diameter ng bilog ng mga sentro (Larawan 9.7).
Isang pangkat ng mga dimensyon na tumutukoy sa geometry ng mga indibidwal na elemento ng isang bahagi na nilalayon upang gumanap ng isang partikular na function, at isang pangkat ng mga sukat para sa mga elemento ng isang bahagi, tulad ng mga chamfer, grooves (ang pagkakaroon nito ay sanhi ng teknolohiya ng pagproseso o pagpupulong) , ay isinagawa nang may iba't ibang katumpakan, samakatuwid ang kanilang mga sukat ay hindi kasama sa isang dimensional na kadena (Larawan 9.8, a, b).
Larawan 9.7
Larawan 9.8, a
Larawan 9.8, b
9.4. Paggawa ng pagguhit ng isang bahagi na may hugis ng katawan ng rebolusyon
Ang mga bahagi na may hugis ng katawan ng pag-ikot ay matatagpuan sa karamihan (50-55% ng mga orihinal na bahagi) sa mechanical engineering, dahil ang paikot na paggalaw ay ang pinakakaraniwang uri ng paggalaw ng mga elemento ng mga umiiral na mekanismo. Bilang karagdagan, ang mga naturang bahagi ay advanced sa teknolohiya. Kabilang dito ang mga shaft, bushings, disk, atbp. Ang pagproseso ng naturang mga bahagi ay isinasagawa sa mga lathes, kung saan ang axis ng pag-ikot ay matatagpuan nang pahalang.
Samakatuwid, ang mga bahagi na may hugis ng isang katawan ng pag-ikot ay inilalagay sa mga guhit upang ang axis ng rotation ay parallel sa title block ng drawing(selyo). Maipapayo na ilagay ang dulo ng bahagi, na kinuha bilang teknolohikal na base para sa pagproseso, sa kanan, i.e. kung paano ito ipoposisyon sa panahon ng pagproseso sa makina. Ang gumaganang pagguhit ng bushing (Figure 9.9) ay nagpapakita ng pagpapatupad ng isang bahagi na isang ibabaw ng pag-ikot. Ang panlabas at panloob na mga ibabaw ng bahagi ay limitado sa pamamagitan ng mga ibabaw ng pag-ikot at mga eroplano. Ang isa pang halimbawa ay maaaring ang "Shaft" na bahagi (Figure 9.10), na limitado ng mga coaxial na ibabaw ng pag-ikot. Ang gitnang linya ay parallel sa title block. Ang mga sukat ay ibinibigay sa isang pinagsamang paraan.

Figure 9.9 - Paggawa ng pagguhit ng isang bahagi ng ibabaw ng pag-ikot

Figure 9.10 — Gumaganang pagguhit ng bahaging "Shaft".
9.5. Paggawa ng pagguhit ng isang bahagi na gawa sa sheet metal
Kasama sa ganitong uri ng mga bahagi ang mga gasket, mga takip, mga piraso, mga wedge, mga plato, atbp. Pinoproseso ang mga bahagi ng hugis na ito iba't ibang paraan(pagtatatak, paggiling, pagpaplano, paggupit gamit ang gunting). Ang mga flat na bahagi na gawa sa sheet na materyal ay karaniwang inilalarawan sa isang projection, na tumutukoy sa tabas ng bahagi (Larawan 9.11). Ang kapal ng materyal ay ipinahiwatig sa bloke ng pamagat, ngunit inirerekumenda na ipahiwatig muli ito sa imahe ng bahagi, sa pagguhit - s3. Kung ang bahagi ay baluktot, kung gayon ang isang pag-unlad ay madalas na ipinapakita sa pagguhit.

Figure 9.11 - Pagguhit ng isang patag na bahagi
9.6. Pagpapatupad ng isang pagguhit ng isang bahagi na ginawa sa pamamagitan ng paghahagis, na sinusundan ng machining
Ang paghubog sa pamamagitan ng paghahagis ay nagbibigay-daan sa iyo upang makakuha ng medyo kumplikadong hugis ng isang bahagi, na halos walang pagkawala ng materyal. Ngunit pagkatapos ng paghahagis, ang ibabaw ay lumalabas na medyo magaspang, samakatuwid, ang mga gumaganang ibabaw ay nangangailangan ng karagdagang mekanikal na pagproseso.
Kaya, nakakakuha kami ng dalawang grupo ng mga ibabaw - paghahagis (itim) at naproseso pagkatapos ng paghahagis (malinis).
Ang proseso ng paghahagis: ang tinunaw na materyal ay ibinubuhos sa paghahagis ng amag, pagkatapos ng paglamig ang workpiece ay inalis mula sa amag, kung saan ang karamihan sa mga ibabaw ng workpiece ay may mga slope ng paghahagis, at ang mga ibabaw ng isinangkot ay may casting rounding radii.
Ang mga casting slope ay hindi kailangang ilarawan, ngunit ang casting radii ay dapat ilarawan. Ang mga sukat ng casting radii ng roundings ay ipinahiwatig sa teknikal na mga kinakailangan pagguhit sa pamamagitan ng pagsulat, halimbawa: Hindi natukoy na casting radii 1.5 mm.
Ang pangunahing tampok ng paglalapat ng mga sukat: dahil mayroong dalawang pangkat ng mga ibabaw, iyon ay, dalawang pangkat ng mga sukat, ang isa ay nag-uugnay sa lahat ng mga itim na ibabaw, ang isa ay nag-uugnay sa lahat ng malinis na ibabaw, at para sa bawat coordinate na direksyon pinapayagan na ilagay lamang ang isang sukat. , na nagkokonekta sa dalawang pangkat ng mga laki na ito.
Sa Figure 9.12, ang mga sukat na ito ay: sa pangunahing imahe - laki ng taas ng takip - 70, sa tuktok na view - laki 10 (mula sa ibabang dulo ng bahagi) (naka-highlight sa asul).
Kapag naghahagis, ginagamit ang isang materyal sa paghahagis (letrang L sa pagtatalaga), na nagpapataas ng pagkalikido, halimbawa:
- bakal ayon sa GOST 977-88 (Steel 15L GOST 977-88)
- gray cast iron ayon sa GOST 1412-85 (SCh 15 GOST 1412-85)
- paghahagis ng tanso ayon sa GOST 17711-93 (LTs40Mts1.5 GOST 17711-93)
- aluminyo haluang metal ayon sa GOST 2685-75 (AL2 GOST 2685-75)

Figure 9.12 - Pagguhit ng isang bahagi ng paghahagis
9.7. Pagguhit ng spring
Ang mga bukal ay ginagamit upang lumikha ng ilang mga puwersa sa isang tiyak na direksyon. Ayon sa uri ng paglo-load, ang mga spring ay nahahati sa compression, tension, torsion at bending spring; sa hugis - para sa tornilyo cylindrical at conical, spiral, sheet, disc, atbp. Ang mga patakaran para sa pagpapatupad ng mga guhit ng iba't ibang mga spring ay itinatag ng GOST 2.401-68. Sa mga guhit, ang mga bukal ay karaniwang iginuhit. Ang mga coils ng isang helical cylindrical o conical spring ay inilalarawan ng mga tuwid na linya na padaplis sa mga seksyon ng contour. Pinapayagan lamang na ilarawan ang mga seksyon ng mga pagliko sa isang seksyon. Ang mga bukal ay ipinapakita na may paikot-ikot na kanang kamay, na may totoong direksyon ng mga coil na ipinahiwatig sa mga teknikal na kinakailangan. Ang isang halimbawa ng pagguhit ng pagsasanay ng isang spring ay ipinapakita sa Figure 9.13.
Upang makakuha ng mga flat bearing surface sa spring, ang mga panlabas na coils ng spring ay pinindot ng ¾ ng isang coil o ng isang buong coil at ground. Ang mga pinindot na pagliko ay hindi itinuturing na gumagana, samakatuwid ang kabuuang bilang ng mga pagliko n ay katumbas ng bilang ng mga gumaganang pagliko plus 1.5÷2:n 1 =n+(1.5÷2) (Figure 9.14).
Ang pagtatayo ay nagsisimula sa pamamagitan ng pagguhit ng mga linya ng ehe na dumadaan sa mga sentro ng mga seksyon ng spring coils (Larawan 9.15, a). Pagkatapos ay iguguhit ang isang bilog sa kaliwang bahagi ng gitnang linya, ang diameter nito ay katumbas ng diameter ng wire kung saan ginawa ang spring. Ang bilog ay humipo sa pahalang na linya kung saan nakapatong ang spring. Pagkatapos ay kailangan mong gumuhit ng kalahating bilog mula sa gitna na matatagpuan sa intersection ng kanang axis na may parehong pahalang na linya. Upang bumuo ng bawat kasunod na coil ng spring, ang mga seksyon ng coils ay itinayo sa kaliwa sa isang hakbang na distansya. Sa kanan, ang bawat seksyon ng coil ay matatagpuan sa tapat ng gitna ng distansya sa pagitan ng mga coil na binuo sa kaliwa. Sa pamamagitan ng pagguhit ng mga tangent sa mga bilog, nakuha ang isang cross-sectional na imahe ng spring, i.e. imahe ng mga coils na nakahiga sa likod ng eroplano na dumadaan sa axis ng spring. Upang ilarawan ang mga front halves ng mga liko, ang mga tangent sa mga bilog ay iginuhit din, ngunit may pagtaas sa kanan (Larawan 9.15, b). Ang front quarter ng support turn ay itinayo upang ang padaplis sa kalahating bilog ay sabay-sabay na hawakan ang kaliwang bilog sa ibabang bahagi. Kung ang diameter ng wire ay 2 mm o mas mababa, kung gayon ang spring ay inilalarawan ng mga linyang 0.5 ÷ 1.4 mm ang kapal. Kapag gumuhit ng helical spring na may bilang ng mga liko na higit sa apat, ipakita ang isa o dalawang pagliko sa bawat dulo, bilang karagdagan sa mga suporta, pagguhit ng mga linya ng ehe sa mga sentro ng mga seksyon ng mga pagliko sa buong haba. Sa gumaganang mga guhit, ang mga helical spring ay inilalarawan upang ang axis ay may pahalang na posisyon.
Bilang isang patakaran, ang isang test diagram na nagpapakita ng pag-asa ng mga deformation (tension, compression) sa load (P 1; P 2; P 3), kung saan ang H 1 ay ang taas ng spring sa paunang deformation P 1, ay inilalagay sa gumaganang pagguhit; N 2 - pareho, na may gumaganang pagpapapangit P 2; H 3 - taas ng tagsibol sa maximum na pagpapapangit P 3; H 0 - taas ng tagsibol sa kondisyon ng pagtatrabaho. Bilang karagdagan, sa ilalim ng imahe ng tagsibol ay nagpapahiwatig:
- Spring standard na numero;
- direksyon ng paikot-ikot;
- n - bilang ng mga gumaganang liko;
- Kabuuang bilang ng mga liko n;
- Haba ng nakabukas na spring L=3.2×D 0 ×n 1 ;
- Mga sukat para sa sanggunian;
- Iba pang mga teknikal na kinakailangan.

Figure 9.13 - Paggawa ng pagguhit ng spring
 |
|
| A | b |
Larawan 9.14. Mga larawan ng preloaded spring coils

Larawan 9.15. Pagkakasunud-sunod ng pagbuo ng isang imahe ng isang spring
9.8. Paggawa ng gear drawing
Ang isang gear ay isang mahalagang bahagi ng maraming mga disenyo ng mga aparato at mekanismo na idinisenyo upang magpadala o magbago ng paggalaw.
Ang mga pangunahing elemento ng isang gear wheel: hub, disk, ring gear (Figure 9.16).

Figure 9.16 — Mga elemento ng gear
Ang mga profile ng ngipin ay na-normalize ng mga nauugnay na pamantayan.
Ang mga pangunahing parameter ng gear ay (Larawan 9.17):
m=Pt/ π [ mm] – module;
da= mst(Z+2) - diameter ng bilog ng mga tip ng ngipin;
d= mst Z- diameter ng pitch;
df= mst (Z– 2.5) – diameter ng bilog ng mga depressions;
St= 0.5 mstπ - lapad ng ngipin;
h a- taas ng ulo ng ngipin;
h f- taas ng tangkay ng ngipin;
h = h a +h f- taas ng ngipin;
P t– paghahati ng circumferential na hakbang.

Figure 9.17 — Mga parameter ng gear
Ang pangunahing katangian ng ring gear ay ang modulus - isang koepisyent na nagkokonekta sa circumferential pitch na may numerong π. Ang module ay standardized (GOST 9563-80).
m = Pt/π [mm]
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
Sa mga drawing ng pagsasanay ng mga gears:
Taas ng ulo ng ngipin - h a = m;
Taas ng tangkay ng ngipin - h f = 1.25m;
Pagkagaspang ng mga ibabaw na gumaganang ngipin - Ra 0.8[µm];
Sa kanang tuktok ng sheet, ang isang talahanayan ng mga parameter ay iginuhit, ang mga sukat nito ay ipinapakita sa Figure 9.18; kadalasan ang halaga lamang ng modulus, ang bilang ng mga ngipin at ang diameter ng pitch ang pinupunan.

Figure 9.18 - Talahanayan ng parameter
Ang mga ngipin ng gulong ay inilalarawan sa kumbensyon, ayon sa GOST 2.402-68 (Larawan 9.19). Ang dashed line ay ang naghahati na bilog ng gulong.
Sa seksyon ang ngipin ay ipinapakita na hindi pinutol.
 |
||
| A | b | V |
Figure 9.19 - Larawan ng isang gear wheel a - sa seksyon, b - sa harap na view at c - sa kaliwang view
Ang pagkamagaspang sa lateral working surface ng ngipin sa drawing ay ipinahiwatig sa pitch circle.
Ang isang halimbawa ng pagguhit ng gear ay ipinapakita sa Figure 9.20.

Figure 9.20 — Isang halimbawa ng pagguhit ng pagsasanay ng isang gear
9.9. Pagkakasunud-sunod ng pagbabasa ng isang pangkalahatang pagguhit ng view
- Gamit ang data na nakapaloob sa block ng pamagat at ang paglalarawan ng pagpapatakbo ng produkto, alamin ang pangalan, layunin at prinsipyo ng pagpapatakbo ng unit ng pagpupulong.
- Batay sa detalye, tukuyin kung aling mga yunit ng pagpupulong, orihinal at karaniwang mga produkto ang binubuo ng iminungkahing produkto. Hanapin sa pagguhit ang bilang ng mga bahagi na ipinahiwatig sa detalye.
- Batay sa pagguhit, kumakatawan sa geometric na hugis, ang kamag-anak na posisyon ng mga bahagi, kung paano sila konektado at ang posibilidad ng kamag-anak na paggalaw, iyon ay, kung paano gumagana ang produkto. Upang gawin ito, kailangan mong tingnan ang lahat ng mga larawan ng bahaging ito sa pangkalahatang pagguhit ng view ng yunit ng pagpupulong: karagdagang mga uri, mga seksyon, mga seksyon, at mga extension.
- Tukuyin ang pagkakasunud-sunod ng pagpupulong at pag-disassembly ng produkto.
Kapag nagbabasa ng isang pangkalahatang pagguhit ng view, kinakailangang isaalang-alang ang ilang mga pagpapasimple at maginoo na mga imahe sa mga guhit, na pinapayagan ng GOST 2.109-73 at GOST 2.305-68*:
Pinapayagan na huwag ipakita sa pangkalahatang pagguhit ng view:
- chamfers, roundings, grooves, recesses, protrusions at iba pang maliliit na elemento (Figure 9.21);
- mga puwang sa pagitan ng pamalo at ng butas (Larawan 9.21);
- mga takip, kalasag, pambalot, partisyon, atbp. sa kasong ito, ang isang naaangkop na inskripsiyon ay ginawa sa itaas ng larawan, halimbawa: "Ang cover pos. 3 ay hindi ipinapakita";
- mga inskripsiyon sa mga plato, kaliskis, atbp. ilarawan lamang ang mga contour ng mga bahaging ito;
- sa isang cross-section ng isang assembly unit, ang iba't ibang bahagi ng metal ay may magkasalungat na direksyon ng pagpisa, o iba't ibang densidad ng pagpisa (Figure 9.21). Dapat tandaan na para sa parehong bahagi, ang density at direksyon ng lahat ng mga hatchings ay pareho sa lahat ng mga projection;
- sa mga seksyon ay ipinapakita ang mga ito na hindi pinutol:
- mga bahagi ng produkto kung saan iginuhit ang mga independiyenteng guhit ng pagpupulong;
- tulad ng mga bahagi tulad ng mga ehe, shaft, daliri, bolts, turnilyo, studs, rivets, handle, pati na rin ang mga bola, susi, washers, nuts (Figure 9.21);
- ang isang welded, soldered, glued na produkto na gawa sa isang homogenous na materyal na pinagsama sa iba pang mga produkto sa seksyon ay may pagpisa sa isang direksyon, habang ang mga hangganan sa pagitan ng mga bahagi ng produkto ay ipinapakita bilang mga solidong linya;
- Pinapayagan na ipakita ang pantay na espasyo ng magkaparehong mga elemento (bolts, turnilyo, butas), hindi lahat, sapat na ang isa;
- kung walang isang butas o koneksyon ang nahuhulog sa cutting plane, pagkatapos ay pinapayagan itong "ayusin" ito upang ito ay mahulog sa cut image.
Ang mga drawing ng assembly ay naglalaman ng reference, installation, at as-built na dimensyon. Ang mga executive na dimensyon ay mga sukat para sa mga elementong iyon na lumilitaw sa panahon ng proseso ng pagpupulong (halimbawa, mga pin hole).

Larawan 9.21 – Pagguhit ng pagpupulong

Larawan 9.22 – Pagtutukoy
9.10. Mga panuntunan para sa pagpuno ng detalye
Ang detalye para sa pagsasanay sa mga drawing ng assembly ay karaniwang kasama ang mga sumusunod na seksyon:
- Dokumentasyon;
- Mga kumplikado;
- Mga yunit ng pagpupulong;
- Mga Detalye;
- Mga karaniwang produkto;
- Ibang produkto;
- Mga Materyales;
- Mga kit.
Ang pangalan ng bawat seksyon ay ipinahiwatig sa column na "Pangalan", na may salungguhit na may manipis na linya at naka-highlight ng mga walang laman na linya.
- Sa seksyong "Dokumentasyon", ang mga dokumento ng disenyo para sa yunit ng pagpupulong ay ipinasok. Ang "Assembly drawing" ay ipinasok sa seksyong ito sa mga drawing drawing.
- Kasama sa mga seksyong “Assembly units” at “Parts” ang mga bahagi ng assembly unit na direktang kasama dito. Sa bawat isa sa mga seksyong ito, ang mga bahagi ay nakasulat sa pamamagitan ng kanilang pangalan.
- Itinatala ng seksyong "Mga Karaniwang Produkto" ang mga produktong ginamit alinsunod sa mga pamantayan ng estado, industriya o republikano. Sa loob ng bawat kategorya ng mga pamantayan, ang mga talaan ay ginawa sa magkakatulad na mga grupo, sa loob ng bawat pangkat - sa alpabetikong pagkakasunud-sunod ng mga pangalan ng produkto, sa loob ng bawat pangalan - sa pataas na pagkakasunud-sunod ng mga karaniwang pagtatalaga, at sa loob ng bawat karaniwang pagtatalaga - sa pataas na pagkakasunud-sunod ng mga pangunahing parameter o sukat ng produkto.
- Kasama sa seksyong "Mga Materyal" ang lahat ng mga materyales na direktang kasama sa yunit ng pagpupulong. Ang mga materyales ay naitala ayon sa uri at sa pagkakasunud-sunod na tinukoy sa GOST 2.108 - 68. Sa loob ng bawat uri, ang mga materyales ay naitala sa alpabetikong pagkakasunud-sunod ng mga pangalan ng mga materyales, at sa loob ng bawat pangalan - sa pataas na pagkakasunud-sunod ng laki at iba pang mga parameter.
Sa column na "Dami" ipahiwatig ang bilang ng mga bahagi sa bawat isang tinukoy na produkto, at sa seksyong "Mga Materyal" - ang kabuuang dami ng mga materyales sa bawat isang tinukoy na produkto na nagpapahiwatig ng mga yunit ng pagsukat - (halimbawa, 0.2 kg). Ang mga yunit ng pagsukat ay maaaring isulat sa hanay na "Tandaan".
Paano lumikha ng isang detalye sa programang KOMPAS-3D ay inilarawan sa kaukulang paksa !
Ang antas ng pagsunod ng pamantayang ito sa ST SEV 4406-83 ay ibinibigay sa Appendix 1.
1. MGA PANUNTUNAN PARA SA GRAPHIC NA IMPLEMENTATION NG MGA ELEMENTO NG CASTING MOLDS
1.1. Ang graphic na representasyon ng mga elemento ng paghahagis ng amag ay dapat gawin sa isang sketch map alinsunod sa mga kinakailangan ng mga pamantayan ng ESKD at pamantayang ito.
1.2. Pinapayagan na gumawa ng isang graphic na representasyon ng mga elemento ng paghahagis ng mga hulma sa isang rehistradong kopya ng pagguhit ng bahagi, habang ang pagtatalaga ng dokumento, ang mga pirma ng developer ng mga elemento ng paghahagis ng mga hulma, ang karaniwang inspektor at iba pang data ay dapat na ipinahiwatig alinsunod sa Appendix 2.
1.3. Pagtatalaga ng mga konektor ng modelo, mga hugis at posisyon ng paghahagis kapag nagbubuhos
1.3.2. Kapag gumagamit ng mga one-piece na modelo, tanging ang hugis ng connector ang ipinahiwatig F(Mga Larawan 3 at 4).


1.3.5. Ang posisyon ng paghahagis sa amag kapag nagbubuhos ay ipinahiwatig ng mga titik SA(itaas) at N(ibaba). Ang mga titik ay inilalagay sa tabi ng mga arrow na nagpapakita ng direksyon ng mold connector (Larawan 1 - 5).
1.3.6. Kung ang paghahagis ay hinulma sa isang pahalang na posisyon at ibinuhos sa isang patayong posisyon, kung gayon ang pagtatalaga ng titik ng tuktok at ibaba ng paghahagis ay hindi inilalagay sa mga arrow, at ang isang solidong pangunahing linya ay iguguhit na kahanay sa pagbuhos, na limitado ng mga palaso. Ang mga arrow ay may pagtatalaga ng titik para sa itaas at ibaba (Larawan 5).
1.4. Larawan ng mga allowance
1.4.1. Mga allowance para sa machining inilalarawan bilang isang solidong manipis na linya. Pinapayagan na gawing pula ang linya ng allowance.
1.4.2. Ang halaga ng allowance para sa machining ay ipinahiwatig ng isang numero sa harap ng tanda ng pagkamagaspang sa ibabaw ng bahagi o sa pamamagitan ng dami ng slope at linear na sukat (Larawan 6).
Para sa mga simpleng paghahagis, pinahihintulutan na huwag ilarawan ang mga allowance para sa machining, ngunit upang ipahiwatig lamang ang halaga ng allowance na may isang numero (Fig. 8).
1.4.3. Ang teknolohikal na allowance ay ipinahiwatig ng isang numero na may plus (+) o minus (-) sign at ang titik T (technological allowance) at inilalagay sa extension ng linya ng dimensyon o sa istante ng leader line, kung ito ay imposibleng ilagay ang inskripsiyon at numero sa extension ng linya ng dimensyon (Larawan 7) .
1.4.4. Ang mga butas, depression, atbp., na hindi ginawa kapag naghahagis ng isang bahagi, ay tinawid na may solidong manipis na linya (Larawan 6 - 8), na maaaring gawin sa pula.
1.5. Larawan at pagtatalaga ng mga pamalo
1.5.1. Ang mga rod, ang kanilang mga palatandaan at clamp, jumper rods, dividing diaphragms ng madaling nababakas na mga protrusions at mga marka ng modelo ay inilalarawan sa sukat ng pagguhit na may isang solidong manipis na linya (Larawan 9 - 13), na maaaring gawin sa asul.

1.5.2. Kung ang malapit na lokasyon ng mga imahe sa pagguhit ng bahagi ay hindi nagpapahintulot sa pagpapakita ng mga simbolo ng mga baras sa sukat, pagkatapos ay pinapayagan itong basagin ang simbolo o ilarawan ito na hindi sukat (Larawan 10).

1.5.3. Ang mga balangkas ng mga tungkod at mga palatandaan ay dapat iguhit pinakamababang numero mga imahe, habang nagbibigay ng kinakailangang pag-unawa sa mga contour, lokasyon ng mga rod at laki ng mga palatandaan na kinakailangan para sa paggawa ng isang model kit.
1.5.4. Ang mga sectional rod ay dapat na hatched lamang sa mga linya ng tabas (Larawan 9 - 11). Haba ng linya 3 - 30 mm. Mga panuntunan para sa paglalapat ng pagtatabing - ayon sa GOST 2.306-68.
Kung mayroong isang maliit na bilang ng mga baras at isang simpleng pagsasaayos, ang mga baras ay maaaring hindi mapisa.
1.5.5. Maaaring ilapat ang mga hindi nakikitang contour ng mga rod sign at rod sa mga kaso kung saan mahirap maunawaan ang kanilang hugis at lokasyon.
1.5.6. Sa mga larawan kung saan hindi malinaw na natukoy ang mga slope ng paghubog, isang linya lamang ang iginuhit, na katumbas pinakamalaking sukat(Larawan 11).

1.5.7. Ang mga sukat ng mga simbolo ng mga rod at ang mga puwang sa pagitan ng mga simbolo ng mga rod at ang modelo ay alinsunod sa GOST 3606-80.
1.5.8. Kapag naglalarawan ng standardized jumper rods at diaphragms, ang kanilang kumbensyonal na imahe ay ipinahiwatig sa istante ng mga linya ng pinuno (Mga Figure 12 at 13).
Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.


1.5.9. Ang mga tungkod ay itinalaga ng mga titik st. at mga serial number, halimbawa, Art. 3 (Larawan 9). Ang numero ng baras ay nakatakda sa minimum kinakailangang bilang mga larawan, ngunit sapat para sa isang malinaw na pag-unawa.
1.5.10. Ang ratio ng mga sukat ng mga arrow na nagpapahiwatig ng direksyon ng pag-iimpake ng baras ay dapat na tumutugma sa ipinapakita sa Fig. 14.
1.5.11. Ang ratio ng mga sukat ng mga arrow na nagpapakita ng connector ng core box ay dapat na tumutugma sa ipinapakita sa Fig. 15.
1.6. Larawan at pagtatalaga ng mga nababakas na bahagi ng modelo
1.6.1. Ang linya ng contact ng nababakas na bahagi kasama ang modelo ay ipinapakita bilang isang solid na pangunahing linya (Larawan 16).
1.6.2. Ang nababakas na bahagi ng modelo ay ipinahiwatig ng mga titik OHM at serial number (Larawan 16). Kung mayroon lamang isang nababakas na bahagi, kung gayon ang serial number ay hindi ibinigay.



1.7. Larawan at pagtatalaga ng gating system
1.7.1. Ang gating system ay iginuhit sa sukat ng bahagi ng imahe na may isang solidong manipis na linya (Larawan 17 at 18), at maaari itong gawin sa pula.
1.7.2. Kung mayroong sketch map na nagpapakita ng lokasyon ng mga modelo at ang gating system sa model plate, ang gating system ay maaaring hindi mailarawan sa sketch map ng mga indibidwal na casting. Sa kasong ito, sapat na upang ilarawan ang interface sa pagitan ng mga feeder at ang casting body at magbigay ng link sa isang sketch map na nagpapakita ng gating system.
1.7.3. Kung walang sapat na espasyo sa kopya ng pagguhit ng bahagi upang ilarawan ang gating system sa sukat, pagkatapos ay pinapayagan itong ilarawan sa isang paglihis mula sa sukat.
1.7.4. Ang mga seksyon ng mga elemento ng gating system ay hindi hatched.
Para sa bawat seksyon ng mga elemento ng gating system, pinapayagan na ipahiwatig ang cross-sectional area sa square centimeters, ang bilang ng mga seksyon at ang kanilang kabuuang lugar.
Ang mga sectional na lugar ay nagpapahiwatig ng: mga feeder - Fn, manggagawa ng slag - F sp, risers - F CT atbp.
Ang kabuuang lugar ay nagpapahiwatig ng: mga feeder S Fn, mga bumangon S F CT atbp.
1.7.5. Kapag ang gating system ay ginawa sa mga ceramic siphon tubes, ang kanilang imahe ay hindi ipinapakita. Kasama sa mga teknikal na kinakailangan ang sumusunod na inskripsiyon: "Sa site... ang gating system ay dapat gawin sa mga ceramic tubes alinsunod sa GOST...".
1.7.6. Ang tubo ay ipinahiwatig ng isang serial number sa istante ng linya ng pinuno, na sinusundan ng salitang "Profit". Kung ang ilang magkatulad na kita ay na-install sa isang paghahagis, pagkatapos ay itinalaga ang mga ito sa parehong mga numero at sa istante, ang mga linya ng pinuno pagkatapos ng numero ng kita ay nagpapahiwatig ng kabuuang bilang ng mga kita na naka-install sa paghahagis ng numerong ito (Fig. 19).

Ang kita ay inilalarawan bilang isang solidong manipis na linya, na maaaring iguhit ng pula.
1.7.7. Kapag nag-i-install ng mga standardized na kita sa isang casting shelf, ang mga linya ng pinuno ay nagpapahiwatig ng mga ito simbolo, at ang mga margin ng tubo sa kasong ito ay hindi ipinahiwatig (Larawan 19).
1.7.8. Ang mga lokasyon ng pag-install ng mga cartridge na bumubuo ng gas ay ipinahiwatig ng inskripsyon sa istante ng linya ng pinuno na "Gaseous. kartutso" (Larawan 20).

1.7.9. Ang mga grids ng pag-filter ay hindi ganap na iginuhit, ngunit ang kanilang balangkas lamang ang inilalarawan ng isang solidong pangunahing linya.
1.8. Larawan at pagtatalaga ng mga refrigerator
1.8.1. Ang mga refrigerator ay inilalarawan sa sukat bilang isang solidong manipis na linya, na maaaring gawin sa berde. Ang mga refrigerator ay hatched sa mga seksyon (Figures 21 at 22).
1.8.2. Ang pagtatalaga ng mga refrigerator ay binubuo ng salitang "Malamig.", ang serial number, ang bilang ng mga refrigerator na inilalagay sa istante na may mga linya ng pinuno (Mga Larawan 21 at 22).


1.8.3. Kapag gumagamit ng mga standardized na refrigerator sa istante, ang mga linya ng pinuno ay nagpapahiwatig ng kanilang simbolo. Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.
1.9. Larawan ng mga lumiit na tadyang, kurbata, mga sample para sa mekanikal at iba pang mga pagsubok at teknolohikal na pagtaas ng tubig
1.9.1. Ang pag-urong ng mga tadyang, mga kurbatang, mga sample at teknolohikal na pagtaas ng tubig ay inilalarawan sa sukat ng imahe ng bahagi na may isang solidong manipis na linya (Larawan 23 at 24), na maaaring gawin sa pula.
1.9.2. Ang layunin ng sample ng cast ay ipinahiwatig sa istante ng linya ng pinuno na may kaukulang inskripsyon (Larawan 25 at 26).


1.9.3. Kapag naglalarawan ng mga standardized na sample sa isang istante, ang mga linya ng pinuno ay nagpapahiwatig ng kanilang simbolo. Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.
1.10. Larawan ng mga lote at pagtatalaga ng mga lugar kung saan tumakas ang mga gas mula sa amag at mga baras
1.10.1. Ang mga draw ay iginuhit alinsunod sa mga kinakailangan ng talahanayan (tingnan ang Larawan 9).
1.10.2. Ang mga lugar kung saan ang mga gas ay tumakas mula sa amag at mga baras ay ipinapakita gamit ang mga arrow at itinalaga ng mga titik VG(gas outlet), na matatagpuan sa kahabaan ng arrow (tingnan ang Fig. 9). Ang laki ng arrow ay ayon sa GOST 2.305-68.
2. Graphical na pagtatalaga ng mga elemento ng paghahagis ng mga hulma
2.1. Ang mga graphic na pagtatalaga ng mga elemento ng paghahagis ng amag sa mga seksyon ay dapat na tumutugma sa mga ipinahiwatig sa talahanayan.
|
Pangalan ng item |
Pagtatalaga |
Pangalan ng item |
Pagtatalaga |
|
|
Toss-ups |
|
|
|
|
|
||
|
|
Pag-alis ng mga gas mula sa baras |
|
|
|
Metal shavings |
|
||
|
Mga pagbutas ng singaw |
|
Ang nakaharap na layer sa anyo |
|
|
|










3. MGA PANUNTUNAN PARA SA GRAPHIC REPRESENTATION NG MGA CASTING
3.1. Ang isang graphic na representasyon ng paghahagis ay dapat gawin sa isang sketch card alinsunod sa mga kinakailangan ng mga pamantayan ng ESKD at pamantayang ito.
Pinapayagan na ilarawan ang isang graphic na dokumento para sa paghahagis sa isang rehistradong kopya ng pagguhit, at ang mga elemento ng paghahagis ay dapat gawin sa pula.
3.2. Ang pagtatalaga ng dokumento, mga pirma ng developer ng cast, inspektor ng normatibo at iba pang data ay dapat ipahiwatig alinsunod sa Appendix 2.
3.3. Kapag gumuhit ng isang paghahagis, ang lahat ng mga allowance ay dapat isaalang-alang, na nagpapahiwatig ng kanilang mga halaga (Larawan 27).
3.4. Ang panloob na tabas ng mga machined na ibabaw, pati na rin ang mga butas, depressions at recesses na hindi ginawa sa paghahagis, ay inilalarawan sa isang solidong manipis na linya (Larawan 27).
Pinahihintulutan na huwag ilarawan ang mga nakalistang elemento para sa mga simpleng paghahagis.
3.5. Ang mga labi ng mga feeder, vent, washers, coupler at kita, kung hindi sila ganap na maalis sa pandayan, ay ginawa sa casting image. Ang linya ng paggupit ay dapat na tumutugma sa paraan ng pagputol: kapag pinutol gamit ang isang pamutol, pamutol ng disk, lagari, atbp. ito ay ginanap sa isang solidong manipis na linya, kapag ang sunog ay pinutol o nasira - na may isang solidong kulot na linya (Larawan 28).
3.6. Ang pag-urong ng mga tadyang, mga kurbatang, mga teknolohikal na boss, mga sample ng pagsubok, na hindi inalis sa pandayan, ay ginawa sa imahe ng paghahagis bilang isang ganap na solidong pangunahing linya (Larawan 29 - 32).
3.7. Para sa mga sample na pinutol mula sa casting body, ipahiwatig ang mga sukat na tumutukoy sa lokasyon ng kanilang pagputol (Larawan 32).
3.8 Ang layunin ng sample ay ipinahiwatig sa istante ng linya ng pinuno (Larawan 31 at 32).
 DATA NG IMPORMASYON TUNGKOL SA PAGSUNOD SA GOST 3.1125-88 ST SEV 4406-83
DATA NG IMPORMASYON TUNGKOL SA PAGSUNOD SA GOST 3.1125-88 ST SEV 4406-83
|
Mga kinakailangan |
GOST 3.1125-88 |
ST SEV 4406-83 |
|
Ipinapahiwatig ang lugar ng pagpapatupad ng dokumento |
Sketch map - lokasyon ng pagpapatupad ng dokumento |
Ang lugar kung saan isinagawa ang dokumento ay hindi tinukoy |
|
Mga tagubilin sa pagtatalaga ng dokumento at mga pangunahing lagda |
Ang isang karagdagang selyo ay nagpapahiwatig ng pagtatalaga ng dokumento at ang mga pangunahing lagda nito |
Walang mga tagubilin |
|
Mga tagubilin sa mga larawan at pagtatalaga ng mga kinakailangang elemento ng casting mold |
Mga tagubilin sa paglalarawan at pagtatalaga ng mga nababakas na bahagi ng modelo, mga lote, mga lugar kung saan tumakas ang mga gas mula sa amag at mga baras |
Walang mga tagubilin |
|
Mga tagubilin sa graphic na representasyon ng mga elemento ng paghahagis ng amag |
Ang talahanayan ay nagpapahiwatig ng graphic na representasyon ng mga elemento ng paghahagis ng mga hulma |
Walang mga tagubilin |
HALIMBAWA NG PAGDISENYO NG KARAGDAGANG STAMP
Sa serial at mass production, kapag gumagawa ng mga graphic na elemento ng molds at castings, ang isang karagdagang selyo ay inilalagay sa isang kopya ng bahagi ng pagguhit sa itaas ng pangunahing inskripsiyon o sa libreng larangan ng pagguhit (Larawan 33).
Ang mga sukat ng mga haligi mula 3 hanggang 13 ay ayon sa GOST 3.1103-82 na mga bloke B2 f1 at B3 f1v.
Sa karagdagang mga haligi ng selyo ay nagpapahiwatig ng:
sa column 1 - casting code (o designation);
sa haligi 2 - pagtatalaga ng dokumento ayon sa GOST 3.1201-85;
sa column 3 - ang developer;
sa column 4 - ang pangalan ng developer;
sa column 5 - lagda ng developer;
sa hanay 6 - petsa ng lagda;
sa hanay 7 - ang normative controller;
sa hanay 8 - ang pangalan ng normative inspector;
sa haligi 9 - lagda ng normative inspector;
sa hanay 10 - ang serial number ng pagbabago ng dokumento;
sa hanay 11 - isang tala tungkol sa pagpapalit at pagpapakilala ng isang notice sheet alinsunod sa GOST 2.503-74;
sa hanay 12 - pagtatalaga (code) ng paunawa; sa column 13 - lagda ng taong responsable sa paggawa ng pagbabago;
hanay 14 - reserba.
Sa small-scale at pilot production, pinapayagan na huwag maglagay ng stamp. Ang pagtatalaga ng dokumento, ang pirma ng developer at ang normative inspector ay isinasagawa sa itaas ng pangunahing inskripsiyon o sa libreng larangan ng pagguhit.
Tandaan. Maaaring hindi mapunan ang Column 2 ng karagdagang selyo.
DATA NG IMPORMASYON
1 . BINUO AT IPINAGPILALA ng USSR State Committee for Standards
MGA PERFORMER
P.A. Shalaev; B.S. Mendrikov; B.Ya, Kabakov; E.A. Loboda; OK. Rubtsova
2 . APPROVED AT PUMASOK SA EPEKTO sa pamamagitan ng Resolution Komite ng Estado USSR ayon sa mga pamantayan na may petsang Hulyo 28, 1988 No. 2781
3 . Ang pamantayan ay naglalaman ng lahat ng mga kinakailangan ng ST SEV 4406-83
4 . SA halip na GOST 2.423 73
5 . REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
Ang lahat ng mga bahagi ay maaaring nahahati sa tatlong grupo: karaniwang mga bahagi, mga bahagi na may karaniwang mga imahe, mga orihinal na bahagi.
Kasama sa mga karaniwang bahagi ang naunang tinalakay na sinulid na mga fastener (bolts, screws, nuts, studs), washers, pins, cotter pins, dowels, at pipeline fittings. Kinokontrol ng mga pamantayan hindi lamang ang hugis at sukat ng mga bahaging ito, kundi pati na rin ang kanilang mga imahe at ang paggamit ng mga sukat at mga marka ng pagkamagaspang.
Ang pangkat ng mga pamantayan ng ESKD (GOST 2.401-68...GOST 2.426-74) ay kinokontrol lamang ang mga karaniwang larawan ng mga bahagi at tinutukoy ang mga panuntunan para sa paglalapat ng mga sukat sa mga larawan ng mga bahaging ito. Kabilang sa mga nasabing bahagi ang mga bukal, gear, rack, worm, sprocket, atbp.
Kabilang sa mga orihinal na bahagi ang mga bahagi na ang hugis ay naiiba sa hugis ng mga bahagi ng unang dalawang pangkat. Kabilang dito ang mga bahagi ng cast, mga bahagi na ginawa sa pamamagitan ng pag-stamp o pag-forging, mga bahagi na hugis tulad ng mga ibabaw ng pag-ikot, mga bahagi na limitado lalo na sa pamamagitan ng mga eroplano, atbp. Ang hugis ng mga bahaging ito ay tinutukoy ng teknolohiya ng kanilang paggawa at nagdadala ng mga elementong katangian ng teknolohiyang ito. Ang mga bahagi ng cast ay may mga casting slope at roundings, ang mga bahagi ng pagliko ay may nangingibabaw na ibabaw ng pag-ikot, atbp.
Ang mga bahagi ng cast ay natagpuan ang napakalawak na aplikasyon. Ito ay mga indibidwal na bahagi ng makina, halimbawa flywheels, pulleys, cylinders, covers, levers, ito ay mga bahagi tulad ng mga suporta, bracket, ito ay hugis kahon na mga bahagi ng sarado o bukas na uri pagkakaroon ng precision machined na mga butas at patag na panlabas na ibabaw.
Ang kabuuang bilang ng mga imahe sa pagguhit ng isang bahagi ng cast ay higit sa lahat ay nakasalalay sa tamang pagpili ng pangunahing view, sa makatwirang paggamit ng pinahihintulutang GOST 2.305 - 68 na mga kumbinasyon ng mga view na may mga seksyon, lokal na mga seksyon, mga seksyon ng mga elemento ng extension, mga convention at pagpapagaan .
Ang mga bahagi ng katawan ng box-type ay nakaposisyon na may kaugnayan sa frontal plane ng mga projection upang ang kanilang pangunahing base surface ay sumasakop sa isang pahalang na posisyon, at mga bahagi tulad ng mga flanges o pulleys - upang ang kanilang axis ay inaasahang kahanay sa pangunahing inskripsyon ng pagguhit, dahil ito ang pag-aayos ay tumutugma sa posisyon ng bahagi sa panahon ng pag-ikot.
Kapag gumagawa ng mga guhit ng mga bahagi ng cast, ang mga sumusunod na kinakailangan ay dapat isaalang-alang.
1 . Ang mga slope ng paghahagis ay hindi ipinapakita sa pagguhit; limitado ang mga ito sa kaukulang pagpasok sa mga teknikal na kinakailangan.
2. Upang matiyak na ang bahagi ay walang mga panloob na stress at mga depekto sa paghahagis, kinakailangan na magsagawa ng isang maayos na paglipat mula sa isang kapal ng pader patungo sa isa pa ayon sa mga pamantayan na ipinapakita sa Fig. 280, a:
S/S 1 =<2; r = (0,3...0,4)h;
S/S 1 >2; l = (4...5) h;
kanin. 280 Makinis na paglipat mula sa isang kapal ng pader patungo sa isa pa
3. Ang mga support collars (flanges) ay dapat na mas makapal kaysa sa pangunahing bahagi ng bahagi. Sa kasong ito, kinakailangan upang magbigay ng isang maayos na paglipat mula sa dingding patungo sa flange (Larawan 280, b).
4. Ang mga ibabaw na ginagamot ay dapat na nakataas sa ibabaw ng hindi ginagamot na mga ibabaw. Magbibigay ito ng libreng access sa cutting tool at bawasan ang machining area (Fig. 281).

kanin. 281 Ang mga ginagamot na ibabaw ay itinataas sa ibabaw ng hindi ginagamot na mga ibabaw
5. Kung ang base plate ay naka-install sa isa pang bahagi, pagkatapos ay ang mating plane ay ginawang hindi tuloy-tuloy upang mabawasan ang processing area (Fig. 282, a). Para sa parehong layunin, ang gitnang bahagi ng butas ay ginawa ng isang mas malaking diameter kaysa sa dulo nagtatrabaho bahagi ng butas, kung saan ang baras kapareha sa butas (Fig. 282, b).

kanin. 282 Pagbawas sa lugar ng pagpoproseso
6. Ang mga ibabaw kung saan ang mga butas ay drilled ay ginawa gamit ang mga bosses, ang mga dulo ng eroplano ay dapat na patayo sa axis ng butas (Larawan 283).

kanin. 283 Tides
Kapag gumuhit ng mga pagbawas sa mga guhit ng mga bahagi ng cast, dapat isaalang-alang ang mga sumusunod na tampok:
a) ang kamag-anak na posisyon ng mga hindi naprosesong ibabaw ng bahagi ay ipinahiwatig ng mga sukat na kumokonekta sa mga ibabaw na ito sa bawat isa;
b) ang mga machined at unprocessed surface ay konektado sa isa't isa ng hindi hihigit sa isang dimensyon sa haba, taas o lalim ng bahagi.
Bago ilapat ang mga sukat, kinakailangan upang piliin ang pangunahing pandayan at mga base ng disenyo. Ang mga base ng paghahagis ay maaaring mga palakol o mga eroplano ng simetriya o hindi naprosesong mga ibabaw. Mula sa mga base ng pandayan, inilalapat ang mga sukat na tumutukoy sa hugis at posisyon ng mga hindi naprosesong ibabaw. Hiwalay na ilapat ang mga sukat na tumutukoy sa hugis at posisyon ng mga ibabaw na pinoproseso kaugnay sa mga base ng disenyo.
Ang mga sukat sa mga guhit ng mga bahagi ng cast ay hindi pinapayagang iguhit sa anyo ng isang saradong kadena. Ang mga teknikal na kinakailangan ay dapat ilagay sa gumaganang pagguhit ng bahagi ng cast. Sa mga drawing ng pagsasanay, ang mga teknikal na kinakailangan ay maaaring limitado sa pagpahiwatig lamang ng mga sukat ng hindi natukoy na radii ng paghahagis at mga dimensyon para sa sanggunian.
Sa Fig. 284 ay nagpapakita ng mga larawan at sukat ng isang takip na ginawa mula sa isang casting. Ang dulo ng bahagi at ang protrusion surface axis na may diameter na 70 ay kinuha bilang casting base, at ang supporting end at surface axis 0 72, na kasabay ng casting base, ay kinuha bilang mga base ng disenyo. Sa kasong ito, ang pangkalahatang dimensyon 38 ay sabay-sabay na sukat sa pagitan ng pandayan at mga base ng disenyo sa longitudinal na direksyon.

kanin. 284 Larawan ng isang pabalat na may mga sukat na naka-print dito
Ang mga bahagi na may hugis ng mga katawan ng pag-ikot ay pangunahing pinoproseso sa mga lathe at katulad na mga makina. Para sa mga naturang bahagi, ang pangunahing larawan na may mga sukat na ibinigay ay nagbibigay ng kumpletong larawan ng kanilang hugis, kaya ang mga larawang gaya ng kaliwang view o tuktok na view ay hindi kinakailangan. Upang ipaliwanag ang mga indibidwal na elemento, ginagamit ang mga lokal na seksyon, seksyon, at mga elemento ng extension.
Ang mga bahagi na limitado ng mga ibabaw ng rebolusyon ng iba't ibang mga diameter ay karaniwang iginuhit upang ang mga lugar na may malalaking diameter ay matatagpuan sa kaliwa ng mga lugar na may mas maliit na mga diameter, na tumutugma sa lokasyon ng bahagi sa dingding sa panahon ng pagproseso (tingnan ang Fig. 266).
Kung ang bahagi ay may panloob na coaxial na ibabaw ng pag-ikot, pagkatapos ay ang frontal na seksyon ay kinuha bilang pangunahing imahe, na nagbibigay ng kumpletong larawan ng bahagi at ginagawang mas madaling mag-aplay ng mga sukat (Larawan 285, a). Sa kasong ito, ang mga hakbang ng malaking diameter na butas ay matatagpuan sa kaliwa.

kanin. 285 Pangharap na seksyon ng bahagi
Kapag gumuhit ng mga guhit ng mga bahagi na may nakararami na lumiliko na mga ibabaw, ang mga sumusunod na kinakailangan ay dapat isaalang-alang.
1. Sa mga lugar ng paglipat mula sa isang diameter ng baras patungo sa isa pa, ang mga fillet ay dapat bilugan (Larawan 285, c).
2. Para sa kadalian ng pagpupulong ng bahagi, ang mga chamfer ay dapat gawin sa mga dulo ng mga bahagi (Larawan 285, b).
3. Sa mga panlabas na ibabaw ng mga hawakan, mga ulo, mga round nuts na screwed sa pamamagitan ng kamay, ito ay kinakailangan upang magsagawa ng corrugation alinsunod sa GOST 21474-75 (Fig. 286). Ang simbolo ng corrugation ay direktang inilapat sa imahe ng bahagi sa istante ng linya ng pinuno at kasama ang pangalan, pitch at numero ng pamantayan.

kanin. 286 Mga detalye ng corrugation
4. Kung ang ibabaw ng bahagi ay lupa, pagkatapos ay kinakailangan upang magbigay ng isang espesyal na uka para sa exit ng grinding wheel. Ang mga sukat ng mga grooves para sa cylindrical at flat grinding ay tinutukoy ng pamantayan. Sa Fig. 287 ay nagpapakita ng mga larawan ng mga grooves para sa paggiling ng panlabas at panloob na mga diameter at nagbibigay ng mga rekomendasyon para sa kanilang mga sukat.

kanin. 287 Mga larawan ng nakakagiling na mga uka
Ang mga sukat ng mga grooves ay hindi kasama sa mga dimensional na kadena ng mga bahagi.
Kung d = 10..15 mm, Iyon b = 3 mm, d 1 =d + + 0.5 mm, h = 0.25 mm, R = 1 mm, R 1 = 0.5 mm.
Kung d = 50...100 mm, Iyon b = 5 mm, d 2 - d + + 1 mm, h = 0.5 mm, R = 1.5 mm, R 1 = 0.5 mm.
5. Kung ang disenyo ng bahagi ay hindi nagbibigay ng libreng paglabas ng tool, kung gayon ang bahagi ng paglipat nito sa hugis at sukat nito ay dapat na tumutugma sa hugis at sukat ng tool na ito (Larawan 288).

kanin. 288 Transition bahagi ng bahagi
6. Upang i-install ang bahagi sa mga sentro makinang panlalik Ang mga butas sa gitna ay ginawa sa bahagi, ang mga sukat at simbolo nito ay tinutukoy ng pamantayan (Larawan 289).

kanin. 289 Mga butas sa gitna
7. Panlabas at panloob na mga grooves para sa exit ng cutter kapag ang pagputol ng mga thread ay iginuhit na pinalaki gamit ang mga elemento ng extension (Fig. 289).
Sa Fig. 289 isang pagsasanay na pagguhit ng baras ay nakumpleto. Seksyon A - A nagpapakita ng mga sukat cross section keyway, at ang seksyon B - B nagbibigay ng hugis at sukat ng prismatic na bahagi ng baras. Ang center hole at keyway ay ipinapakita bilang mga lokal na seksyon. Ang mga remote na elemento I at II ay tumutulong na matukoy ang mga sukat ng groove para sa mga metric thread at ang lalim ng pagbabarena para sa locking screw.
Kapag nag-aaplay ng mga sukat sa haba ng baras, ang kanang dulo ng bahagi ay kinuha bilang pangunahing base. Tungkol sa auxiliary base, ang mga sukat ay 15, 36 at 70 mm. Ang pagtatalaga ng pagkamagaspang sa ibabaw ay inilalapat na isinasaalang-alang ang kanilang layunin sa istruktura.
Ang mga guhit ng bahagi, bilang karagdagan sa mga pangunahing larawan ng natapos na bahagi, ay naglalaman ng isang buo o bahagyang pag-unlad ng bahaging ito. Tanging ang mga dimensyon na hindi maaaring ipahiwatig sa imahe ng natapos na bahagi ay inilalapat sa imahe ng pag-unlad. Ang inskripsyon na "I-scan" ay inilalagay sa itaas ng imahe ng pag-scan. Ang pag-scan ay inilalarawan ng mga solidong pangunahing linya (Larawan 290). Kung kinakailangan, ipahiwatig ang mga linya ng fold sa pag-unlad at gumawa ng naaangkop na mga inskripsiyon. Ang partikular na atensyon ay dapat bayaran sa tamang pagpapasiya ng mga sukat sa mga lugar kung saan ang bahagi ay nakatiklop.

kanin. 290 Bahagi ng pag-unlad
9.2.4. Paghahagis ng mga guhit
Ang paghahagis ay karaniwang ginagamit para sa mga bahagi ng kumplikadong volumetric na hugis na may iba't ibang mga panloob na cavity, ribs, bosses, atbp. (Larawan 9.11). Ang connector ay hindi maaaring dumaan sa isa, ngunit sa ilang mga eroplano at sa loob iba't ibang direksyon. Ang mga pamalo ay ginagamit upang bumuo ng mga panloob na lukab (niches).
Ang mga bahagi ng mechanical engineering ay hinagis mula sa cast iron, steel, non-ferrous na metal at iba't ibang haluang metal. Ang pinakakaraniwang materyal ay cast iron. Kapag tumatanggap ng mga casting, ang pangunahing pansin ay binabayaran sa paglikha ng mga kondisyon para sa pare-parehong paglamig ng metal na ibinuhos sa amag, dahil ang lakas ng produkto ay higit na nakasalalay dito.
Ito ay kilala na kapag ang mga casting ay lumalamig, ang pag-urong ay nangyayari at ang mga natitirang (casting) na mga stress ay lumitaw. Madalas silang humantong sa kasunod, kung minsan ay makabuluhang pag-warping ng mga bahagi. Sa ilalim ng natural na mga kondisyon, ang stress ay equalized (relieve) napakabagal; para sa malaki at kumplikadong mga frame na ito ay tumatagal ng ilang buwan. Upang hindi mapabagal ang produksyon, ang mga casting ay minsan ay inililipat mula sa pandayan patungo sa machining nang hindi pinahihintulutan ang mga ito na lumamig nang maayos. Hindi laging maganda ang natatapos. Ang mga bahagi ng makina na binuo mula sa naturang mga bahagi, lalo na kung ang mga casting ay kumplikado, ay tumangging gumana pagkatapos ng ilang sandali. At kapag tinutukoy ang mga sanhi ng kaguluhan, lumalabas na ang natural na pagkakapantay-pantay ng mga stress ng paghahagis ay humantong sa pag-warping ng mga bahagi, ang mga bearings ay skewed, ang mga pin ay na-jam, at ang mga shaft ay hindi lumiko.
Ang paglaban sa mga stress sa paghahagis ay isinasagawa sa pamamagitan ng pagbibigay sa mga bahagi ng gayong mga hugis na ang kapal ng mga pader ng paghahagis ay pareho, na wastong dinadala ang metal sa mga voids ng amag ng paghahagis sa panahon ng pagbuhos. Sa kasong ito, ang kapal ng mga panloob na pader ay dapat na 0.8 ng mga panlabas. Para sa mabagal na paglamig ng mga lugar ng mga casting, ginagamit ang mga espesyal na cooler, napili ang mga komposisyon ng metal, atbp. simpleng streamline panlabas na hugis walang matalim na mga transition, matalim na liko at mga sanga ng mga panloob na pader - ang pinakamahalagang kinakailangan para sa mga paghahagis.
Kinakailangan din na magbigay para sa posibilidad ng madaling paglutang ng mga slags at gas na inilabas sa panahon ng paghahagis. Dapat mong iangat sa pag-iisip ang mga gas at slag inclusions mula sa ilalim ng amag at tiyaking hindi ito magtatagal sa anumang "bulsa."
Ang mga cast flanges ay ginawang 1.5 - 2 beses na mas makapal kaysa sa mga katabing pader.
Mahirap gumawa ng mga butas na maliit ang diameter at mahabang haba sa mga casting. Ang laki ng pinakamababang butas ay maaaring matukoy ng formula, kung saan l - haba ng butas; d 0 = 5 para sa mga aluminyo na haluang metal at tanso, d 0 = 7 para sa cast iron, d 0 = 10 para sa mga bakal. Ang mas maliliit na butas ay dapat na drilled. Ang mga mahahabang channel ay maaaring makuha sa pamamagitan ng pagpuno ng mga tubo.
Ang itinatag na ideya na ang mga bahagi ng cast ay nangangailangan ng bias sa paghubog ay pinabulaanan ng gawain ng mga innovator. Kung ang modelo ay binibigyan ng mga panginginig ng boses ng isang tiyak na dalas, kung gayon madali itong "lumulutang" nang hindi nasisira ang mga patayong pader, na ginawa nang walang mga slope. Nakakamit nito ang mga pagtitipid sa metal, ang mga makinis na pader ay nakuha, at ang pagiging kumplikado ng kasunod na pagproseso ay nabawasan.
Kapag nagdidisenyo ng mga bahagi ng cast, dapat magsikap ang isa para sa pinakamainam na kapal ng pader ng mga casting. Habang tumataas ang kapal ng pader, bumabagal ang bilis ng paglamig, dahil dito, nabubuo ang malalaking kristal sa metal, nangyayari ang paghihiwalay (heterogeneity), at bumababa ang lakas ng makina.
Ang labis na manipis na mga dingding ng isang paghahagis ng bakal, lalo na na may malaking haba, ay humantong sa pagpaputi ng cast iron, brittleness at kumplikado ang kasunod na pagproseso ng makina. Ang bleached cast iron ay napakatigas na hindi ito maproseso gamit ang cutter.
Ang cast iron ay lumalaban sa compression nang mas mahusay kaysa sa pag-igting, kaya dapat magsikap ang taga-disenyo na gawin ang mga bahagi ng cast iron na gumagana lamang sa compression.
Ang paggamit ng mga core sa panahon ng paghuhulma ay hindi maiiwasang tumataas ang halaga ng mga casting, kaya ang walang core na paghuhulma ay dapat gamitin nang malawakan hangga't maaari. Sa pamamagitan ng conventional na pag-iilaw ng isang bahagi sa pagguhit na may mga sinag ng mga counter-parallel light ray na nakadirekta patayo sa linya ng paghihiwalay ng modelo, nakikilala nila ang mga lugar ng anino sa mga bahagi at sinusubukang alisin ang mga ito nang walang pagtaas ng masa at pagbabawas ng lakas. Kung ito ay matagumpay, kung gayon ang proseso ng paghahagis ay hindi magiging kumplikado sa pamamagitan ng pagpapakilala ng mga rod na bumubuo ng iba't ibang mga voids at recesses sa dinisenyo na bahagi.
Kapag bumubuo ng hugis ng isang bahagi ng cast, kinakailangan upang maiwasan ang pagpapanggap sa balangkas, na magpapasimple sa paggawa at pag-install ng mga rod para sa pagbuo ng mga voids. Bago magdisenyo ng bahagi ng cast, tanungin ang iyong sarili: Kailangan ba itong i-cast? Siguro mas mahusay na makuha ito sa pamamagitan ng pagtatak, welded, riveted o pinindot?
Ang isang bahagi na may kumplikadong pagsasaayos na mahirap iproseso ay minsan ay nahahati sa dalawang bahagi ng isang simpleng hugis at pagkatapos ay pinagsama-sama, halimbawa, sa pamamagitan ng pagpindot. Sa pamamagitan ng press fit, ang chamfer ay ginawa sa isang anggulo ng 10 - 15 °, at hindi 45 °, gaya ng dati, pinapakinis ang isang matalim na gilid.
Tingnan natin ang ilang mga tampok ng mga guhit ng mga bahagi ng cast.
Ang mga guhit ng mga bahagi ng cast ay nagpapahiwatig ng isang materyal na may mga katangian ng paghahagis. Ito ay mauunawaan sa pamamagitan ng pagtatalaga: halimbawa, ang titik na "L" sa ilang mga pagtatalaga ay nagpapahiwatig na ang materyal ay pandayan.
Ang mga inskripsiyon ng teksto sa mga teknikal na kinakailangan o mga simbolo sa mga imahe ay nagpapahiwatig ng mga halaga ng mga slope, radii, at pagkamagaspang sa ibabaw.

Figure 9.11 - Mga bahagi ng cast
Pansinin natin ang isang mahalagang katangian ng pagpapalaki. Sa mga guhit ng mga bahagi ng cast na nangangailangan ng machining, ang mga sukat ay ipinahiwatig upang ang isang dimensyon lamang ang inilalagay sa pagitan ng hindi ginagamot na ibabaw - ang base ng paghahagis at ang naprosesong ibabaw - ang pangunahing dimensional na base. Nagbibigay-daan sa iyo ang laki na ito na mabilis na mahanap ang mga base surface na ito (karaniwan ay mga eroplano) mula sa drawing.
Ang mga linya ng dimensyon sa mga naprosesong ibabaw ay iginuhit mula sa pangunahing dimensional na base. Ang ilan sa mga naprosesong ibabaw ay maaaring magsilbi bilang mga pantulong na base, na maginhawa para sa pagsukat ng mga sukat na kasama sa mga dimensional na chain, pati na rin ang mga teknolohikal na sukat.
Mula sa base ng paghahagis, ipahiwatig ang mga sukat sa mga hindi ginagamot na ibabaw, na direktang tumutukoy sa modelo ng paghahagis (isinasaalang-alang ang pag-urong).
Ang ilan sa mga hindi naprosesong ibabaw na ito, na nakatutok sa malayo sa base ng paghahagis, ay maaari ding maging pantulong - para sa kaginhawahan ng pagsukat at pagtatakda ng mga kinokontrol na halaga.
Kapag nagdidisenyo ng mga asymmetrical volumetric na bahagi, ito ay kanais-nais na ang karamihan sa mga elemento ay limitado sa pamamagitan ng mga ibabaw ng pag-ikot, na lubos na pinapadali ang produksyon ng mga kagamitan (mga modelo, rod, atbp.).
Ang mga karaniwang guhit ng mga bahagi ng pangkat na ito ay ipinapakita sa Mga Larawan 9.12, 9.13.

Figure 9.12 - Pagguhit ng isang cast bracket
Ang Figure 9.12 ay nagpapakita ng drowing ng isang bracket na ginawa ng paghahagis mula sa steel grade 45 L-II. Ang mga contour ng bahagi sa view sa kaliwa ay inilalarawan bilang isang linya, hindi isang doble, dahil ang mga slope at taper ay hindi malinaw na nakikita dito.

Larawan 9.13 - Pagguhit ng pabahay
6. REPUBLIKASYON. Abril 2003
Ang pamantayang ito ay nagtatatag ng mga patakaran para sa graphic na pagpapatupad ng mga elemento ng foundry molds at castings para sa mga produkto sa lahat ng industriya.
Ang antas ng pagsunod ng pamantayang ito sa ST SEV 4406-83 ay ibinibigay sa Appendix 1.
1. MGA PANUNTUNAN PARA SA GRAPHIC NA IMPLEMENTATION NG MGA ELEMENTO NG CASTING MOLDS
1.1. Ang graphic na representasyon ng mga elemento ng paghahagis ng amag ay dapat gawin sa isang sketch map alinsunod sa mga kinakailangan ng mga pamantayan ng ESKD at pamantayang ito.
1.2. Pinapayagan na gumawa ng isang graphic na representasyon ng mga elemento ng paghahagis ng mga hulma sa isang rehistradong kopya ng pagguhit ng bahagi, habang ang pagtatalaga ng dokumento, ang mga pirma ng developer ng mga elemento ng paghahagis ng mga hulma, ang karaniwang inspektor at iba pang data ay dapat na ipinahiwatig alinsunod sa Appendix 2.
1.3. Pagtatalaga ng mga konektor ng modelo, mga hugis at posisyon ng paghahagis kapag nagbubuhos
1.3.1. Ang connector ng modelo at hugis ay ipinapakita ng isang segment o sirang dash-dot line na nagtatapos sa sign, sa itaas kung saan ang pagtatalaga ng titik ng connector ay ipinahiwatig -.
Ang direksyon ng paghihiwalay ay ipinapakita ng isang solidong pangunahing linya, na nakatali sa mga arrow at patayo sa linya ng paghihiwalay (Larawan 1 at 2).
Damn.2
1.3.2. Kapag gumagamit ng mga one-piece na modelo, tanging ang hugis ng connector ang ipinahiwatig (Larawan 3 at 4).
Damn.4
1.3.3. Ang mga hulma ng connector at mga modelo ng mga kumplikadong casting ay ipinapakita sa minimum na kinakailangang bilang ng mga larawan na sapat upang matukoy ang connector.
1.3.4. Sa ilang mga konektor, ang mga modelo at mga hugis ng bawat konektor ay ipinapakita nang hiwalay (Larawan 5).
1.3.5. Ang posisyon ng paghahagis sa amag kapag nagbubuhos ay ipinahiwatig ng mga titik (itaas) at (ibaba). Ang mga titik ay inilalagay sa tabi ng mga arrow na nagpapakita ng direksyon ng konektor ng amag (Larawan 1-5).
1.3.6. Kung ang paghahagis ay hinulma sa isang pahalang na posisyon at ibinuhos sa isang patayong posisyon, kung gayon ang pagtatalaga ng titik ng tuktok at ibaba ng paghahagis ay hindi inilalagay sa mga arrow, at ang isang solidong pangunahing linya ay iguguhit na kahanay sa pagbuhos, na limitado ng mga palaso. Ang mga arrow ay may pagtatalaga ng titik para sa itaas at ibaba (Larawan 5).
1.4. Larawan ng mga allowance
1.4.1. Ang mga allowance para sa machining ay ipinapakita bilang isang solidong manipis na linya. Pinapayagan na gawing pula ang linya ng allowance.
1.4.2. Ang halaga ng allowance para sa machining ay ipinahiwatig ng isang numero sa harap ng tanda ng pagkamagaspang sa ibabaw ng bahagi o sa pamamagitan ng dami ng slope at linear na sukat (Larawan 6).
Para sa mga simpleng paghahagis, pinahihintulutan na huwag ilarawan ang mga allowance para sa machining, ngunit upang ipahiwatig lamang ang halaga ng allowance na may isang numero (Fig. 8).
Damn.8
1.4.3. Ang teknolohikal na allowance ay ipinahiwatig ng isang numero na may plus (+) o minus (-) sign at isang titik (technological allowance) at inilalagay sa extension ng linya ng dimensyon o sa istante ng linya ng pinuno, kung imposible. upang ilagay ang inskripsiyon at numero sa extension ng linya ng dimensyon (Larawan 7).
1.4.4. Ang mga butas, mga depresyon, atbp., na hindi ginawa kapag naghahagis ng isang bahagi, ay na-cross out na may isang solidong manipis na linya (Larawan 6-8), na maaaring gawin sa pula.
1.5. Larawan at pagtatalaga ng mga pamalo
1.5.1. Ang mga rod, ang kanilang mga palatandaan at clamp, jumper rods, dividing diaphragms ng madaling nababakas na mga protrusions at mga marka ng modelo ay inilalarawan sa sukat ng pagguhit na may solidong manipis na linya (Larawan 9-13), na maaaring gawin sa asul.
1.5.2. Kung ang malapit na lokasyon ng mga imahe sa pagguhit ng bahagi ay hindi nagpapahintulot sa pagpapakita ng mga simbolo ng mga baras sa sukat, pagkatapos ay pinahihintulutan itong basagin ang simbolo o ilarawan ito na hindi sukat (Larawan 10).
1.5.3. Ang mga balangkas ng mga rod at mga palatandaan ay dapat na iguguhit sa isang minimum na bilang ng mga imahe, habang nagbibigay ng kinakailangang pag-unawa sa mga contour, lokasyon ng mga rod at mga sukat ng mga palatandaan na kinakailangan para sa paggawa ng model kit.
1.5.4. Ang mga sectional rod ay dapat na hatched lamang sa mga linya ng contour (Larawan 9-11). Haba ng linya 3-30 mm. Mga panuntunan para sa paglalapat ng pagtatabing - ayon sa GOST 2.306.
Kung mayroong isang maliit na bilang ng mga baras at isang simpleng pagsasaayos, ang mga baras ay maaaring hindi mapisa.
1.5.5. Maaaring ilapat ang mga hindi nakikitang contour ng mga rod sign at rod sa mga kaso kung saan mahirap maunawaan ang kanilang hugis at lokasyon.
1.5.6. Sa mga larawan kung saan hindi malinaw na natukoy ang mga molding slope, isang linya lamang ang iginuhit na tumutugma sa pinakamalaking sukat (Larawan 11).
1.5.7. Ang mga sukat ng mga simbolo ng mga rod at ang mga puwang sa pagitan ng mga simbolo ng mga rod at ang modelo ay alinsunod sa GOST 3212.
1.5.8. Kapag naglalarawan ng standardized jumper rods at diaphragms, ang kanilang kumbensyonal na imahe ay ipinahiwatig sa istante ng mga linya ng pinuno (Mga Figure 12 at 13).
Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.
1.5.9. Ang mga tungkod ay itinalaga ng mga titik na sining. at mga serial number, halimbawa, Art.3(Larawan 9). Ang numero ng baras ay ipinahiwatig sa minimum na kinakailangang bilang ng mga larawan, ngunit sapat para sa isang hindi malabo na pag-unawa.
1.5.10. Ang ratio ng mga sukat ng mga arrow na nagpapakita ng direksyon ng pag-iimpake ng baras ay dapat na tumutugma sa ipinapakita sa Fig. 14.
1.5.11. Ang ratio ng mga laki ng mga arrow na nagpapakita ng connector ng core box ay dapat na tumutugma sa ipinapakita sa Fig. 15.
1.6. Larawan at pagtatalaga ng mga nababakas na bahagi ng modelo
1.6.1. Ang linya ng contact ng nababakas na bahagi kasama ang modelo ay ipinapakita bilang isang solid na pangunahing linya (Larawan 16).
1.6.2. Ang nababakas na bahagi ng modelo ay itinalaga ng mga titik at isang serial number (Larawan 16). Kung mayroon lamang isang nababakas na bahagi, kung gayon ang serial number ay hindi ibinigay.
1.7. Larawan at pagtatalaga ng gating system
1.7.1. Ang gating system ay ginawa sa sukat ng imahe ng bahagi na may solidong manipis na linya (Larawan 17 at 18), at maaari itong gawin sa pula.
Damn.18
1.7.2. Kung mayroong sketch map na nagpapakita ng lokasyon ng mga modelo at ang gating system sa model plate, ang gating system ay maaaring hindi mailarawan sa sketch map ng mga indibidwal na casting. Sa kasong ito, sapat na upang ilarawan ang interface sa pagitan ng mga feeder at ang casting body at magbigay ng link sa isang sketch map na nagpapakita ng gating system.
1.7.3. Kung walang sapat na espasyo sa kopya ng pagguhit ng bahagi upang ilarawan ang gating system sa sukat, pagkatapos ay pinapayagan itong ilarawan sa isang paglihis mula sa sukat.
1.7.4. Ang mga seksyon ng mga elemento ng gating system ay hindi hatched.
Para sa bawat seksyon ng mga elemento ng gating system, pinapayagan na ipahiwatig ang cross-sectional area sa square centimeters, ang bilang ng mga seksyon at ang kanilang kabuuang lugar.
Ang mga cross-sectional na lugar ay nagpapahiwatig ng: mga feeder - , slag tank - , risers - atbp.
Ang kabuuang mga lugar ay nagpapahiwatig: mga feeder, risers, atbp.
1.7.5. Kapag ang gating system ay ginawa sa mga ceramic siphon tubes, ang kanilang imahe ay hindi ipinapakita. Kasama sa mga teknikal na kinakailangan ang sumusunod na inskripsiyon: "Sa site... ang gating system ay dapat gawin sa mga ceramic tubes alinsunod sa GOST...".
1.7.6. Ang tubo ay ipinahiwatig ng isang serial number sa istante ng linya ng pinuno, na sinusundan ng salitang "Profit". Kung ang ilang magkatulad na kita ay na-install sa isang paghahagis, pagkatapos ay itinalaga ang mga ito sa parehong mga numero at sa istante, ang mga linya ng pinuno pagkatapos ng numero ng kita ay nagpapahiwatig ng kabuuang bilang ng mga kita ng numerong ito na naka-install sa paghahagis (Figure 19).
Ang kita ay inilalarawan bilang isang solidong manipis na linya, na maaaring iguhit ng pula.
1.7.7. Kapag nag-i-install ng mga standardized na kita sa isang paghahagis sa isang istante, ang mga linya ng pinuno ay nagpapahiwatig ng kanilang simbolo, ngunit sa kasong ito ang mga halaga ng kita ay hindi ipinahiwatig (Larawan 19).
1.7.8. Ang mga lokasyon ng pag-install ng mga cartridge na bumubuo ng gas ay ipinahiwatig ng inskripsyon sa istante ng linya ng pinuno na "Gas-forming cartridge" (Larawan 20).
1.7.9. Ang mga grids ng pag-filter ay hindi ganap na iginuhit, ngunit ang kanilang balangkas lamang ang inilalarawan ng isang solidong pangunahing linya.
1.8. Larawan at pagtatalaga ng mga refrigerator
1.8.1. Ang mga refrigerator ay inilalarawan sa sukat bilang isang solidong manipis na linya, na maaaring gawin sa berde. Ang mga refrigerator ay hatched sa mga seksyon (Figures 21 at 22).
Damn.22
1.8.2. Ang pagtatalaga ng mga refrigerator ay binubuo ng salitang "Malamig.", ang serial number, ang bilang ng mga refrigerator na inilalagay sa istante na may mga linya ng pinuno (Larawan 21 at 22).
1.8.3. Kapag gumagamit ng mga standardized na refrigerator sa istante, ang mga linya ng pinuno ay nagpapahiwatig ng kanilang simbolo. Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.
1.9. Larawan ng mga lumiit na tadyang, kurbata, mga sample para sa mekanikal at iba pang mga pagsubok at teknolohikal na pagtaas ng tubig
1.9.1. Ang pag-urong ng mga tadyang, mga kurbatang, mga sample at teknolohikal na pagtaas ng tubig ay inilalarawan sa sukat ng imahe ng bahagi na may isang solidong manipis na linya (Larawan 23 at 24), na maaaring gawin sa pula.
Damn.24
1.9.2. Ang layunin ng sample ng cast ay ipinahiwatig sa istante ng linya ng pinuno na may kaukulang inskripsyon (Larawan 25 at 26).
1.9.3. Kapag naglalarawan ng mga standardized na sample sa isang istante, ang mga linya ng pinuno ay nagpapahiwatig ng kanilang simbolo. Sa kasong ito, ang mga sukat ay hindi ipinapakita sa larawan.
1.10. Larawan ng mga lote at pagtatalaga ng mga lugar kung saan tumakas ang mga gas mula sa amag at mga baras
1.10.1. Ang mga draw ay iginuhit alinsunod sa mga kinakailangan ng talahanayan (tingnan ang Larawan 9).
1.10.2. Ang mga lugar kung saan ang mga gas ay tumakas mula sa amag at mga baras ay ipinapakita gamit ang mga arrow at itinalaga ng mga titik VG(gas outlet), na matatagpuan sa kahabaan ng arrow (tingnan ang Fig. 9). Ang laki ng arrow ay ayon sa GOST 2.305 *.
______________
* Sa teritoryo Pederasyon ng Russia Ang GOST 2.305-2008 ay may bisa. - Tala ng tagagawa ng database.
2. Graphical na pagtatalaga ng mga elemento ng paghahagis ng mga hulma
2.1. Ang mga graphic na pagtatalaga ng mga elemento ng paghahagis ng amag sa mga seksyon ay dapat na tumutugma sa mga ipinahiwatig sa talahanayan.
Pangalan ng item | Pagtatalaga |
dayami | |
Wick | |
Metal shavings | |
Mga pagbutas ng singaw | |
Mga hairpins | |
Toss-ups | |
Pag-alis ng mga gas mula sa baras | |
Ang nakaharap na layer sa anyo |
3. MGA PANUNTUNAN PARA SA GRAPHIC REPRESENTATION NG MGA CASTING
3.1. Ang isang graphic na representasyon ng paghahagis ay dapat gawin sa isang sketch card alinsunod sa mga kinakailangan ng mga pamantayan ng ESKD at pamantayang ito.
Pinapayagan na ilarawan ang isang graphic na dokumento para sa paghahagis sa isang rehistradong kopya ng pagguhit, at ang mga elemento ng paghahagis ay dapat gawin sa pula.
3.2. Ang pagtatalaga ng dokumento, mga pirma ng developer ng cast, inspektor ng normatibo at iba pang data ay dapat ipahiwatig alinsunod sa Appendix 2.
3.3. Kapag gumuhit ng isang paghahagis, ang lahat ng mga allowance ay dapat isaalang-alang, na nagpapahiwatig ng kanilang mga halaga (Larawan 27).
3.4. Ang panloob na tabas ng mga machined na ibabaw, pati na rin ang mga butas, depressions at recesses na hindi ginawa sa paghahagis, ay inilalarawan sa isang solidong manipis na linya (Larawan 27).
Pinahihintulutan na huwag ilarawan ang mga nakalistang elemento para sa mga simpleng paghahagis.
3.5. Ang mga labi ng mga feeder, vent, washers, coupler at kita, kung hindi sila ganap na maalis sa pandayan, ay ginawa sa casting image. Ang linya ng paggupit ay dapat na tumutugma sa paraan ng pagputol: kapag pinutol gamit ang isang pamutol, pamutol ng disk, lagari, atbp. ito ay ginagampanan ng isang tuluy-tuloy na manipis na linya, kapag ang apoy ay pinutol o naputol, ito ay ginagawa gamit ang isang solidong kulot na linya (Larawan 28).
3.6. Ang pag-urong ng mga buto-buto, mga kurbatang, mga teknolohikal na boss, mga sample ng pagsubok na hindi naalis sa pandayan ay ginawa sa imahe ng paghahagis bilang isang ganap na solidong pangunahing linya (Fig. 29-32).
Damn.32
3.7. Para sa mga sample na pinutol mula sa casting body, ipahiwatig ang mga sukat na tumutukoy sa lokasyon ng kanilang pagputol (Larawan 32).
3.8. Ang layunin ng sample ay ipinahiwatig sa istante ng linya ng pinuno (Larawan 31 at 32).
APENDIKS 1 (inirerekomenda). DATA NG IMPORMASYON TUNGKOL SA PAGSUNOD SA GOST 3.1125-88 ST SEV 4406-83
Mga kinakailangan | GOST 3.1125-88 | ST SEV 4406-83 |
Ipinapahiwatig ang lugar ng pagpapatupad ng dokumento | Sketch map - lokasyon ng pagpapatupad ng dokumento | Ang lugar kung saan isinagawa ang dokumento ay hindi tinukoy |
Mga tagubilin sa pagtatalaga ng dokumento at mga pangunahing lagda | Ang isang karagdagang selyo ay nagpapahiwatig ng pagtatalaga ng dokumento at ang mga pangunahing lagda nito | Walang mga tagubilin |
Mga tagubilin sa mga larawan at pagtatalaga ng mga kinakailangang elemento ng casting mold | Mga tagubilin sa paglalarawan at pagtatalaga ng mga nababakas na bahagi ng modelo, mga lote, mga lugar kung saan tumakas ang mga gas mula sa amag at mga baras | |
Mga tagubilin sa graphic na representasyon ng mga elemento ng paghahagis ng amag | Ang talahanayan ay nagpapahiwatig ng graphic na representasyon ng mga elemento ng paghahagis ng mga hulma |
Sa serial at mass production, kapag gumagawa ng mga graphic na elemento ng mga hulma at casting, isang karagdagang selyo ang inilalagay sa isang kopya ng pagguhit ng bahagi sa itaas ng pangunahing inskripsiyon o sa libreng larangan ng pagguhit (Larawan 33).
Mga sukat ng mga haligi 3-13 - ayon sa GOST 3.1103 na mga bloke B2 f1 at B3 f1v.
Ang karagdagang selyo ay nagpapahiwatig ng:
sa column 1 - casting code (o designation);
" " 2 - pagtatalaga ng dokumento sa pamamagitan ng
" " 8 - ang pangalan ng normative inspector;
" " 9 - lagda ng normative inspector;
" " 10 - serial number ng pagbabago ng dokumento;
" " 11 - markahan ang pagpapalit at pagpapakilala ng notice sheet alinsunod sa GOST 2.503;
" " 12 - pagtatalaga (code) ng abiso;
" " 13 - lagda ng taong responsable sa paggawa ng pagbabago;
hanay 14 - reserba.
Sa small-scale at pilot production, pinapayagan na huwag maglagay ng stamp. Ang pagtatalaga ng dokumento, ang pirma ng developer at ang normative inspector ay isinasagawa sa itaas ng pangunahing inskripsiyon o sa libreng larangan ng pagguhit.
Tandaan. Maaaring hindi mapunan ang Column 2 ng karagdagang selyo.
Teksto ng elektronikong dokumento
inihanda ng Kodeks JSC at na-verify laban sa:
opisyal na publikasyon
Pinag-isang teknolohikal na sistema
dokumentasyon: Sat. GOST: -
M.: IPK Standards Publishing House, 2003