Бүлэг X. Аж ахуйн нэгжид тавилга үйлдвэрлэх технологийн процесс
Аж ахуйн нэгжид тавилга үйлдвэрлэх нь цуваа болон массын үйлдвэрлэлд хамаарна. Хувь хүний үйлдвэрлэлд зөвхөн тавилгын дээж үйлдвэрлэх, туршилтын цехүүдэд тусгай захиалга хийх зэрэг орно.
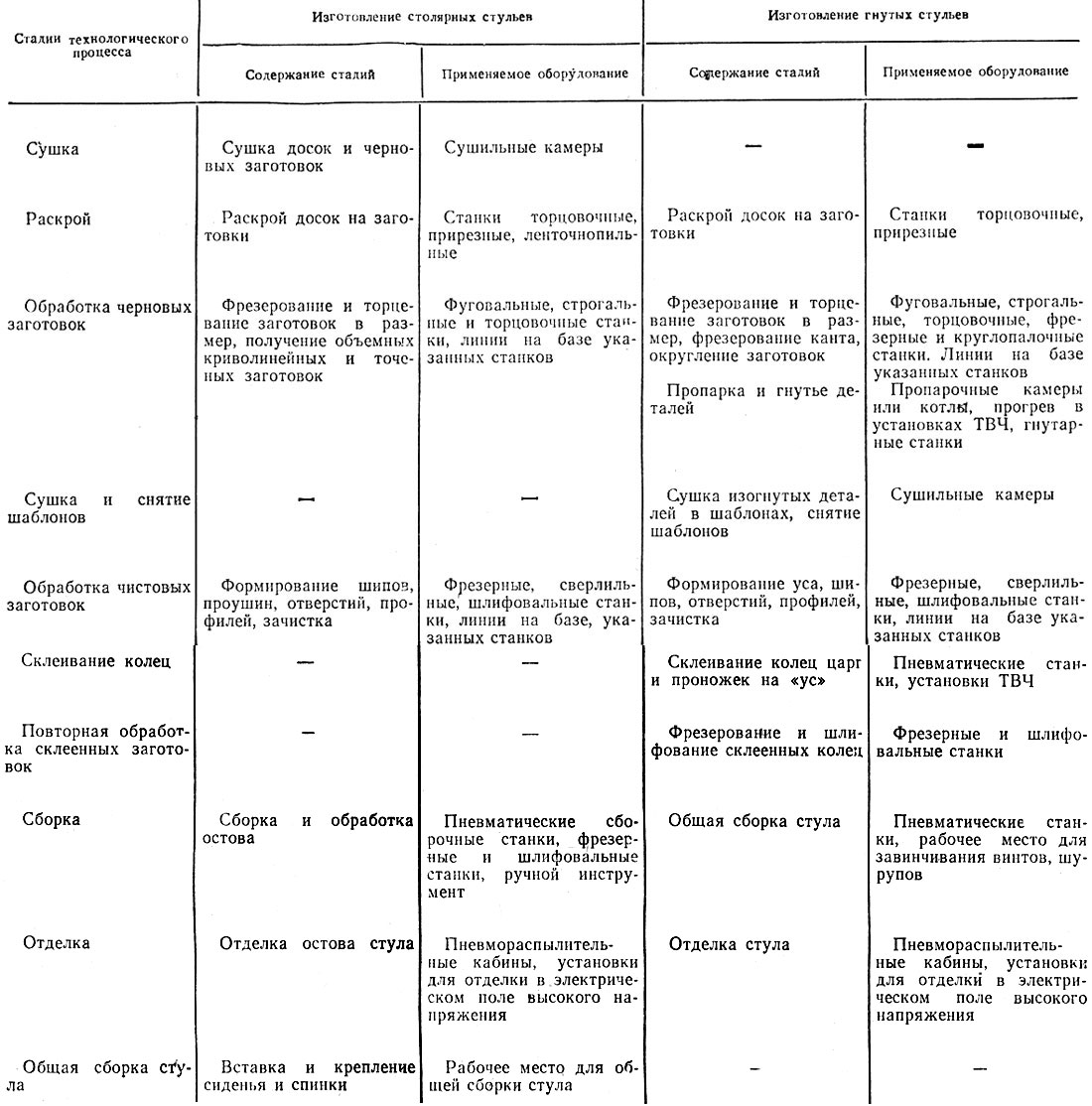
Төрөл бүрийн загвар (кабинет, баар) тавилга үйлдвэрлэх технологийн процессууд нь ихээхэн ялгаатай байдаг. Шүүгээний тавилга (кабинет) нь материал боловсруулах, дуусгах, угсрах үйлдвэрүүдийн бүрэн мөчлөг бүхий аж ахуйн нэгжүүдэд үйлдвэрлэгддэг. Баарны тавилга (мужааны болон нугалж буй сандал) нь ихэвчлэн материал боловсруулах бүрэн мөчлөг бүхий аж ахуйн нэгжүүдэд үйлдвэрлэгддэг. Шүүгээ, модон тавилга үйлдвэрлэх технологийн процессын бүтцийг Хүснэгтэнд үзүүлэв. 28 ба 29.
Материал боловсруулах бүрэн мөчлөг бүхий аж ахуйн нэгжүүдэд тавилга үйлдвэрлэх үйл явц нь хатаах, зүсэхээс эхэлдэг.
Эдгээр аж ахуйн нэгжүүд тавилга үйлдвэрлэхэд зориулж олон тооны барзгар тавилга хоосон зай эсвэл хавтанг хүлээн авдаг. Олон тооны барзгар тавилга хоосон зайг эхлээд хатааж, дараа нь шаардлагатай хэмжээтэй нэг барзгар хоосон зайд хуваана. Дүрмээр бол хавтангуудыг эхлээд олон барзгар тавилга хоосон зайнд хувааж, дараа нь хоосон зайг хатааж, шаардлагатай хэмжээтэй нэг барзгар хоосон зайд хуваана.
Зүсэхээс өмнө хавтанг хатаах нь олон ширхэгийг хатаахаас хамаагүй хэмнэлттэй байдаг. Түүхий хавтанг огтлох үед хог хаягдлыг хаяж, хатаахад зориулж зөвхөн олон ширхэгийг нийлүүлдэг бөгөөд үүний үр дүнд хатаах материалын хэмжээ багасдаг. Үүнээс гадна хоосон зай нь самбараас илүү хурдан хатдаг.
Олон төрлийн ажлын хэсгүүдийг хатаах нь ихэнх тохиолдолд нэг бэлдэцийг хатаахаас илүү тохиромжтой байдаг. Нэг хэсэг нь олон ширхэгээс хурдан хатдаг. Гэсэн хэдий ч тавилгын бүтцэд ашигладаг дан хэсгүүд нь жижиг хэмжээтэй байдаг тул хатаахын тулд хэсгүүдийг овоолох нь маш их хөдөлмөр шаарддаг.
Мод хатаах зорилго нь модон эдлэлийн бат бөх чанарыг нэмэгдүүлэх, бүтээгдэхүүнийг ялзрахаас хамгаалах, модны эд ангиудын хэлбэр дүрсийг бууруулах, боловсруулах нөхцлийг сайжруулах, бүтээгдэхүүний жинг бууруулахад оршино.
Тавилгын үйлдвэрүүд ажлын хэсгүүдийг агаар мандлын болон камерын хатаах аргыг ашигладаг.
Агаар мандлын модыг хатаах нь агаар мандлын агаарын нөхцөлд халаахгүйгээр хийгддэг. Агаар мандлын хатаах үед тавилгад шаардагдах модны чийгийн агууламжийг хангах боломжгүй тул энэ хатаах нь бие даасан ач холбогдолгүй бөгөөд зөвхөн камерын хатаахтай хослуулан хэрэглэдэг.
Тасалгааны хатаах нь модон хоосон зайг хатаах гол арга юм. Модыг тасалгааны хатаах ажлыг хатаах камерт өндөр температурт агаараар (хатаах бодис) гүйцэтгэдэг. Тасалгааны хатаах нь шаардлагатай чанарын хуурай ажлын хэсгүүд, эцсийн чийгийн агууламжийг авах боломжийг олгодог. Тасалгааны хатаахын өмнө ажлын хэсгүүдийг ихэвчлэн задгай агуулах эсвэл саравчны доор агаар мандлын хатаалтанд оруулдаг.
Тасалгааны хатаах чанарыг тодорхойлдог гол хүчин зүйл бол хатаах горимыг зөв сонгох, өөрөөр хэлбэл хатаах явцад температур, чийгшлийн хуваарь юм. Хатаах горимыг хатаах камерын төрөл, үүлдэр, хатаасан материалын зузаан, чийгшил зэргээс хамаарч сонгоно.
Тавилга хийх материалыг бага температурт (100 ° C хүртэл) болон өндөр температурт зуурмагийн камерт хатаана. Өндөр температурт камерт материалыг хатаахдаа хатаах бодисын температур, эргэлтийн хурдтай албадан хатаах горимыг ашигладаг.
Хатаах горимын ноцтой байдал нь чулуулаг, материалын зузаанаас хамаарна. Зөөлөн горим нь хатаах бодисын температур бага байх болно. Модны анхны чийгийн агууламж нь хатаах бодисын харгалзах температур, чийгшил, тэдгээрийн өртөх хугацааг тодорхойлдог.
Тавилгын үйлдвэрүүд үе үе уурын камерт зориулж боловсруулсан стандарт хатаах горимыг ашигладаг.
Тавилгын хоосон зайг хатаах чанар нь 13-11-р мэргэшлийн (ГОСТ 6449-76) дагуу хоосон зайг дараагийн механик боловсруулалт, эд ангиудыг угсрах ажлыг хангах ёстой. Эдгээр шаардлагыг хатаах чанарын II ангиллаар хангадаг. 6% -ийн дундаж чийгшилтэй эцсийн чийгшлийн зөвшөөрөгдөх хазайлт нь ±2.0%, 8% - ±2.5%, 10% - ±3.0% байна.
13-22 мм-ийн зузаантай материалын зузаан дахь чийгийн зөвшөөрөгдөх ялгаа нь 2%, 23-40 мм - 3%, 41-60 мм - 3.5%, 61-90 мм -4% байна.
Ажлын хэсгүүдийг хатаасны дараа тогтоосон хэмжээстэй байхын тулд ажлын хэсгүүдийн өргөн, зузааны дагуу агшилтын хэмжээг тогтооно. Тоон утгаараа агшилтын хэмжээ нь нойтон ажлын хэсэг ба хуурай ажлын хэсгийн хэмжээ хоорондын зөрүүтэй тэнцүү байна.
Шүүгээний тавилга үйлдвэрлэх үндсэн бүтцийн материал бол чип, шилэн хавтан юм. Зөөлөн болон хатуу модоор хийсэн эд ангиудын хэрэглээ хязгаарлагдмал. Засгийн газрын тавилга нь голчлон угсармал загвартай бөгөөд хэрэглэгчийн газар дээр бүтээгдэхүүний ерөнхий чуулганд илүү их зай эзэлдэг. Засгийн газрын тавилга үйлдвэрлэхэд өнгөлгөө, өнгөлгөө, угсрах (ялангуяа чимэглэл суурилуулах) нь технологийн процесст чухал байр эзэлдэг.
Мужааны болон нугалж буй сандлын гол бүтцийн материал нь хатуу, үнэ цэнэтэй навчит мод юм. Үүнтэй холбогдуулан баарны тавилга үйлдвэрлэх технологийн процесст хатаах, хоосон зайг боловсруулах, өнгөлгөө их байр эзэлдэг.
Тавилга үйлдвэрлэх зориулалттай өнгөлгөө, угсрах үйлдвэрүүд тавилга эд ангиудын үйлдвэрүүдээс хавтан, модоор бүрсэн, өнгөлсөн хоосон зайг хүлээн авдаг. Дуусгах, угсрах үйлдвэрт тавилга үйлдвэрлэх технологийн процесст дараахь зүйлс орно: нүх, профиль үүсэх; эцсийн нунтаглах; дуусгах; угсрах хэсгүүдийг угсрах, үүнд чимэглэл суурилуулах. Хуванцар хальс, картон болон бусад материалаар угсрах, савлах явцад сонгох үйл ажиллагаа чухал байр суурийг эзэлдэг.
Дуусгах, угсрах үйлдвэрт ирж буй хагас боловсруулсан бүтээгдэхүүний бэлэн байдлын зэргээс хамааран технологийн процессын үе шатуудын агуулга, дараалал өөрчлөгдөж болно.
Материал боловсруулах бүрэн мөчлөг бүхий тавилга үйлдвэрүүд хатаах, зүсэх, машин хэрэгсэл, цавуу, доторлогоо, өнгөлгөө, угсрах цехтэй. Тавилга нь тусгай хэлтэс эсвэл агуулахад савлагдсан байдаг.
Дуусгах, угсрах тавилгын үйлдвэрүүд нь машины цех (дахин боловсруулах), өнгөлгөө, угсрах цехтэй. Ийм аж ахуйн нэгжүүд угсрах болон бэлэн бүтээгдэхүүнийг угсрахаас өмнө бүтээгдэхүүнийг угсрах хэлтэс эсвэл агуулахтай байдаг.
Гэсэн хэдий ч цехүүдэд өгөгдсөн хуваалтууд нь ойролцоо байна. Үйлдвэрлэсэн бүтээгдэхүүний загвар, ашигласан тоног төхөөрөмж, өнгөлгөөний болон угсрах үйлдвэрүүдэд нийлүүлж буй хагас боловсруулсан бүтээгдэхүүний бэлэн байдлын зэргээс хамааран хэд хэдэн цехийг нэг дор нэгтгэх боломжтой.
Ажлын хэсгүүдийг цех дотор зөөвөрлөхийн тулд галзуу огтлолын жолоодлогогүй суурин болон хөдөлгөөнт булны дамжуулагчийг улам бүр ашиглаж байна.
Хөдөлгөөнгүй булны дамжуулагч нь бие даасан эсвэл шалан дээр бэхлэх боломжтой хэсгүүдээс бүрдэнэ. Хэсгийн урт нь хэсгүүдийн зорилго, тэдгээрийн суурилуулсан талбайгаас хамаарч өөр өөр байж болно. Хөдөлгөөнт булны дамжуулагч нь төмөр зам дээр дугуйгаар хөдөлдөг. Шалны түвшнээс дээш тэдгээрийн өндөр нь суурин булны дамжуулагчийн өндөртэй тэнцүү байх ёстой.
Зураг дээр. 154-т нэг давхар гидравлик пресс дээр суурилсан хавтангийн өнгөлгөөний талбайн ерөнхий дүр төрх, төлөвлөгөөг харуулав. Тус талбай нь суурин болон хөдөлгөөнт галзуу конвейрээр тоноглогдсон. Ажлын хэсгүүдийг галзуу конвейер ашиглан дараах байдлаар тээвэрлэнэ.
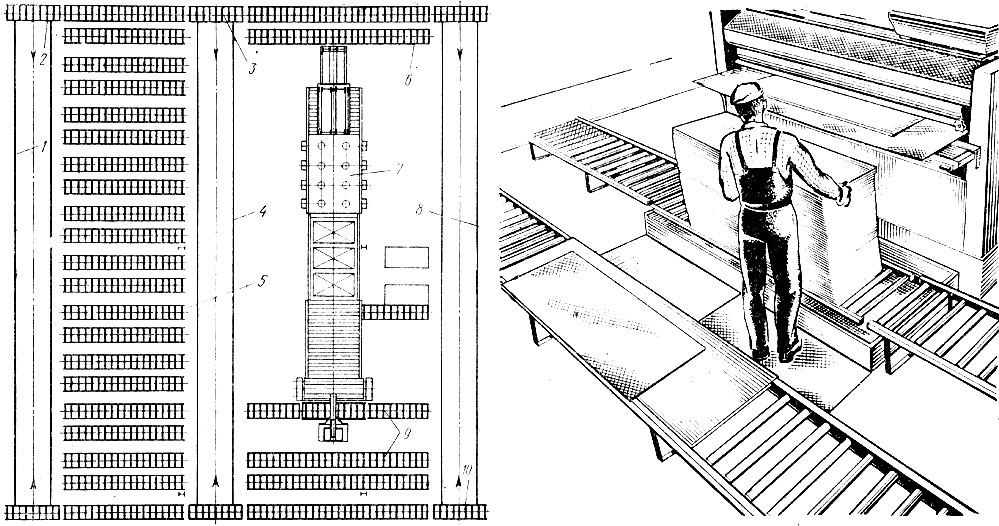
Хөдөлгөөнт булт дамжуурга 10 бүхий ажлын хэсгүүдийн овоолгыг 8 төмөр замын дагуу зөөвөрлөж, доторлогооны шугамын цавуу түрхэх машины ойролцоо байрлах хөдөлгөөнгүй булт дамжуурга 9 руу гараар зөөвөрлөнө. 6 ба тэндээс хөдлөх булны туузан дамжуулагчаар 3 төмөр замын дагуу 4 доторлогоотой хавтангийн бэхэлгээний хэсэгт байрлах суурин булны дамжуулагч 5 руу тээвэрлэнэ. Арчилсны дараа доторлогоотой хавтангуудыг зөөврийн булны дамжуулагч 2 руу шилжүүлж, цаашдын боловсруулалтанд зориулж хөрш зэргэлдээх талбайн суурин булны дамжуулагч (төлөвлөгөөнд харуулаагүй) 1-ийн дагуу зөөвөрлөнө.
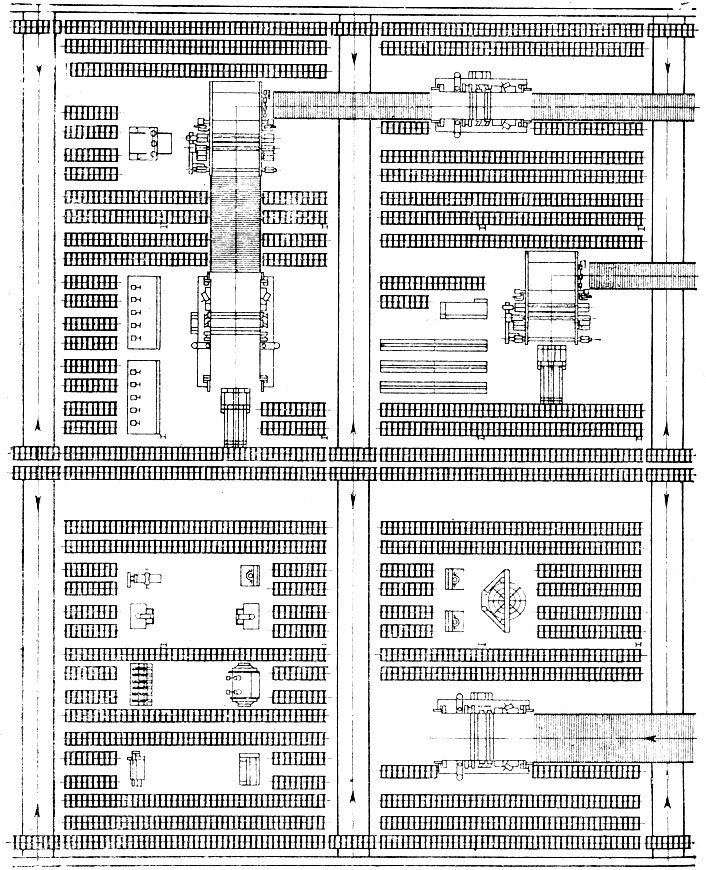
Аж ахуйн нэгжүүдэд галзуу туузан дамжуулагчийг тээврийн хэрэгсэл болгон ашиглах нь ажлын хэсгүүдийг конвейерээс салгахгүйгээр цехийн аль ч хэсэгт тээвэрлэх боломжийг олгодог. Үүнийг хийхийн тулд боловсруулах шугам ба машинуудын хооронд суурин булт дамжуургыг суурилуулж, хөдөлгөөнт булны дамжуургын төмөр замыг бие биенээсээ тодорхой зайд тавьдаг. Төмөр замын замууд боловсруулах шугамтай огтлолцдог газруудад уг шугамыг доогуур нь зөөврийн булт дамжуургыг зөөвөрлөхөд хангалттай өндөр болгосон. Зураг дээр. 155-д үйлдвэрлэлийн шугам ба машинуудын хооронд байрлах галзуу дамжуургаар тоноглогдсон цехийн талбайн хэсэгчилсэн схемийг харуулав.
Роллер конвейергүй аж ахуйн нэгжүүдэд ажлын хэсгүүдийг резинэн дугуй, цахилгаан тээврийн хэрэгслээр тоноглогдсон дугуйтай замгүй тэрэг ашиглан цех дотор тээвэрлэдэг.
Шугаман дээр боловсруулах явцад ажлын хэсгүүдийг конвейерээр тээвэрлэдэг.