X nodaļa. Mēbeļu ražošanas tehnoloģiskais process uzņēmumā
Mēbeļu ražošana uzņēmumos attiecas uz sērijveida un masveida ražošanu. Individuālā ražošana ietver tikai mēbeļu paraugu izgatavošanu un īpašus pasūtījumus eksperimentālajās darbnīcās.
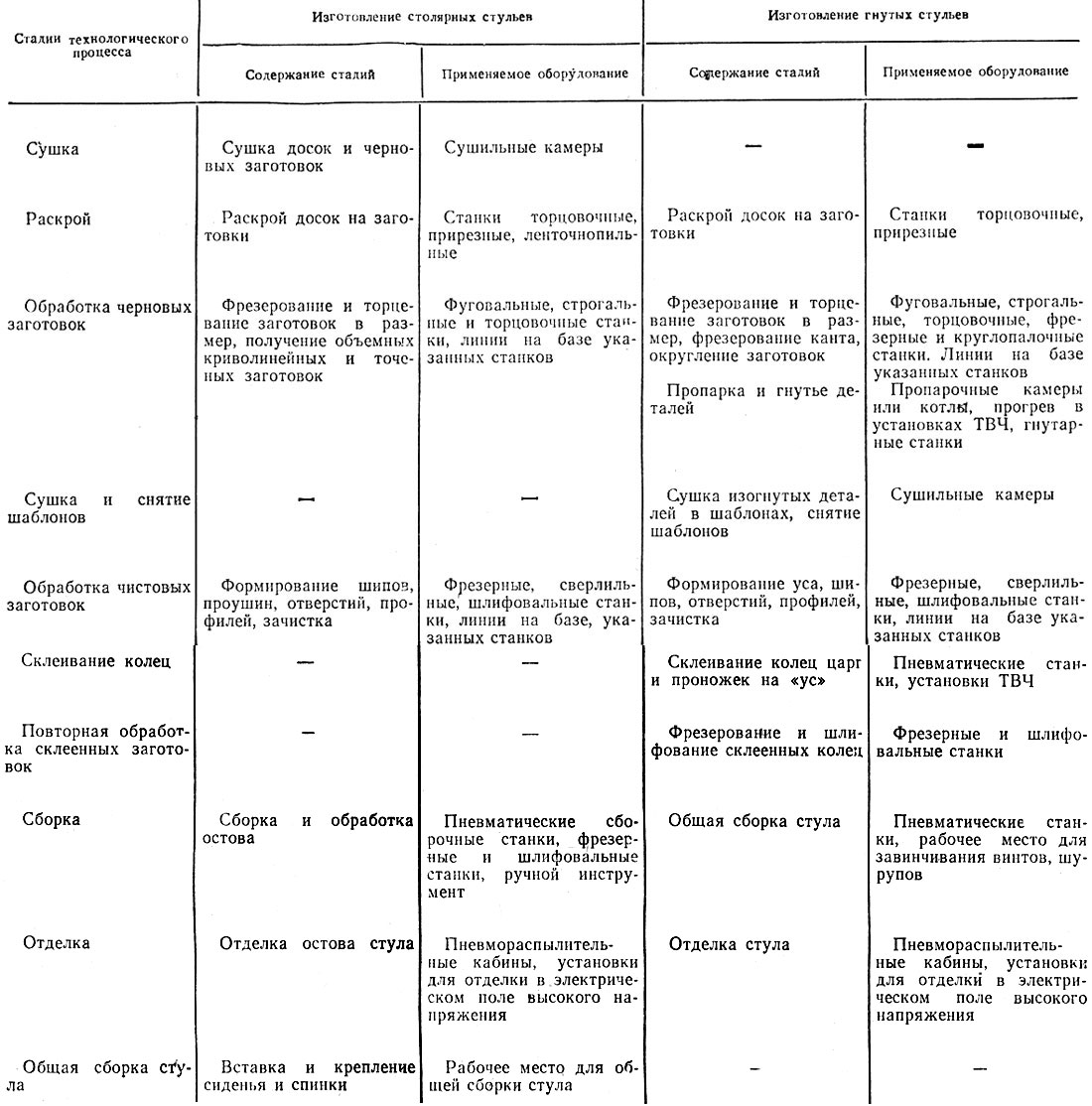
Dažāda dizaina mēbeļu (skapja, bāra) ražošanas tehnoloģiskajiem procesiem ir būtiskas atšķirības. Korpusa mēbeles (skapjus) ražo uzņēmumos ar pilnu materiālu apstrādes ciklu un apdares un montāžas rūpnīcām. Bāra mēbeles (galdniecības un liekti krēsli) galvenokārt tiek ražotas uzņēmumos ar pilnu materiālu apstrādes ciklu. Korpusa un koka mēbeļu ražošanas tehnoloģisko procesu struktūra ir dota tabulā. 28 un 29.
Mēbeļu ražošanas process uzņēmumos ar pilnu materiālu apstrādes ciklu sākas ar žāvēšanu vai griešanu.
Šie uzņēmumi saņem vairākas neapstrādātas mēbeļu sagataves vai dēļus mēbeļu ražošanai. Vairākas neapstrādātas mēbeļu sagataves vispirms izžāvē un pēc tam sagriež atsevišķās vajadzīgā izmēra neapstrādātās sagatavēs. Dēļus, kā likums, vispirms sagriež vairākās neapstrādātās mēbeļu sagatavēs, pēc tam sagataves izžāvē un sagriež atsevišķās vajadzīgā izmēra neapstrādātās sagatavēs.
Dēļu žāvēšana pirms griešanas ir mazāk ekonomiska nekā vairāku gabalu žāvēšana. Griežot neapstrādātus dēļus, atkritumi tiek izmesti, un žāvēšanai tiek piegādāti tikai vairāki gabali, kā rezultātā samazinās žāvējamā materiāla apjoms. Turklāt sagataves izžūst ātrāk nekā dēļi.
Vairāku sagatavju žāvēšana daudzos gadījumos ir lietderīgāka nekā atsevišķu sagatavju žāvēšana. Atsevišķi gabali izžūst ātrāk nekā vairāki gabali. Tomēr, ņemot vērā mēbeļu konstrukcijās izmantoto atsevišķu gabalu mazo izmēru, gabalu salikšana žāvēšanai prasa daudz darba.
Koksnes žāvēšanas mērķis ir palielināt koksnes izstrādājumu izturību, aizsargāt izstrādājumus no puves, samazināt koka detaļu formējamību, uzlabot apstrādes apstākļus, samazināt izstrādājuma svaru.
Mēbeļu rūpnīcās izmanto atmosfērisko un kameru apstrādājamo detaļu žāvēšanu.
Koksnes atmosfēriskā žāvēšana tiek veikta atmosfēras gaisa apstākļos, bez apkures. Ar atmosfērisko žāvēšanu nevar sasniegt mēbelēm nepieciešamo koksnes mitruma saturu, tāpēc šai žāvēšanai nav patstāvīgas nozīmes, bet to izmanto tikai kombinācijā ar kameržāvēšanu.
Žāvēšana kamerā ir galvenā koksnes sagatavju žāvēšanas metode. Koksnes žāvēšana kamerā tiek veikta ar gaisu (žāvēšanas līdzekli) paaugstinātā temperatūrā žāvēšanas kamerās. Žāvēšana kamerā ļauj iegūt vajadzīgās kvalitātes sausas sagataves un jebkādu galīgo mitruma saturu. Pirms žāvēšanas kamerā apstrādājamās detaļas parasti tiek pakļautas žāvēšanai atmosfērā atklātās noliktavās vai zem nojumēm.
Galvenais faktors, kas nosaka kameras žāvēšanas kvalitāti, ir pareiza žāvēšanas režīma izvēle, t.i., temperatūras un gaisa mitruma grafiks žāvēšanas procesā. Žāvēšanas režīmus izvēlas atkarībā no žāvēšanas kameras veida, šķirnes, žāvējamā materiāla biezuma un mitruma.
Materiālus mēbeļu izgatavošanai žāvē zemas temperatūras (līdz 100°C) un augstas temperatūras porciju kamerās. Žāvējot materiālus augstas temperatūras kamerās, tiek izmantoti piespiedu žāvēšanas režīmi ar paaugstinātu temperatūru un žāvēšanas līdzekļa cirkulācijas ātrumu.
Žāvēšanas režīma smagums ir atkarīgs no akmens un materiāla biezuma. Jo mīkstāks režīms, jo zemāka ir žāvēšanas līdzekļa temperatūra. Koksnes sākotnējā mitruma satura vērtība nosaka atbilstošo žāvēšanas līdzekļa temperatūru un mitrumu un to iedarbības laiku.
Mēbeļu rūpnīcās tiek izmantoti standarta žāvēšanas režīmi, kas izstrādāti periodiskām tvaika kamerām.
Mēbeļu sagatavju žāvēšanas kvalitātei jānodrošina turpmāka sagatavju mehāniskā apstrāde un detaļu montāža atbilstoši 13.-11.kvalifikācijai (GOST 6449-76). Šīs prasības atbilst II žāvēšanas kvalitātes kategorijai. Pieļaujamā gala mitruma novirze ar vidējo galīgo mitrumu 6% ir ±2,0%, 8% - ±2,5%, 10% - ±3,0%.
Pieļaujamā mitruma atšķirība visā materiāla biezumā ar biezumu 13-22 mm ir 2%, 23-40 mm - 3%, 41-60 mm - 3,5%, 61-90 mm -4%.
Lai pēc žāvēšanas sagatavēm būtu norādītie izmēri, sagatavju platumā un biezumā tiek noteiktas saraušanās pielaides. Skaitliski saraušanās pielaide ir vienāda ar starpību starp mitrās sagataves izmēru un sausas sagataves izmēru.
Galvenie korpusa mēbeļu ražošanas strukturālie materiāli ir skaidu un kokšķiedru plātnes. No skujkoku un cietkoksnes izgatavotajām daļām ir ierobežots lietojums. Korpusa mēbelēm galvenokārt ir saliekams dizains, un arvien vairāk vietas aizņem produktu vispārējā montāža patērētāja vietā. Korpusa mēbeļu ražošanā nozīmīgu vietu tehnoloģiskajā procesā ieņem apšuvums, apdare un montāža (īpaši dekoru uzstādīšana).
Galdniecības un liekto krēslu galvenais konstrukcijas materiāls ir ciets un vērtīgs lapkoku koks. Šajā sakarā stieņu mēbeļu ražošanas tehnoloģiskajā procesā lielu vietu ieņem žāvēšana, sagatavju apstrāde un apdare.
Apdares un montāžas uzņēmumi mēbeļu ražošanai saņem oderētas un pulētas sagataves no plātnēm un koka no mēbeļu detaļu rūpnīcām. Mēbeļu ražošanas tehnoloģiskais process apdares un montāžas rūpnīcā ietver: urbumu un profilu veidošanu; galīgā slīpēšana; apdare; montāžas mezglu montāža, ieskaitot dekoru uzstādīšanu. Ievērojamu vietu ieņem komplektēšanas operācijas montāžas laikā un iepakošana plastmasas plēvē, kartonā vai citā materiālā.
Atkarībā no pusfabrikātu gatavības pakāpes, kas nonāk apdares un montāžas rūpnīcā, var mainīties tehnoloģiskā procesa saturs un posmu secība.
Mēbeļu uzņēmumos ar pilnu materiālu apstrādes ciklu ir žāvēšanas, griešanas, darbgaldu, līmēšanas un oderēšanas, apdares un montāžas cehi. Mēbeles tiek iepakotas īpašās nodaļās vai noliktavās.
Apdares un montāžas mēbeļu uzņēmumos ir mašīnbūves (atkārtotas apstrādes), apdares un montāžas cehi. Šādos uzņēmumos ir arī nodaļas vai noliktavas produktu montāžai pirms montāžas un gatavās produkcijas.
Tomēr iedalījums darbnīcās ir aptuveni. Atkarībā no saražotās produkcijas konstrukcijas, izmantotajām iekārtām, apdares un montāžas rūpnīcām piegādāto pusfabrikātu gatavības pakāpes, iespējams apvienot vairākas darbnīcas vienā.
Lai transportētu sagataves darbnīcā, tagad arvien vairāk tiek izmantoti rullīšu sekciju bezpiedziņas stacionāri un mobilie rullīšu konveijeri.
Stacionārie rullīšu konveijeri sastāv no sekcijām, kuras var būt brīvi stāvošas vai piestiprinātas pie grīdas. Sekciju garums var atšķirties atkarībā no sekciju mērķa un vietas, uz kuras tās ir uzstādītas. Mobilie rullīšu konveijeri pārvietojas uz riteņiem pa sliedēm. To augstumam virs grīdas līmeņa jābūt vienādam ar stacionāro rullīšu konveijera augstumu.
Attēlā 154 parādīts vispārīgs skats un plāns apšuvuma plātņu platībai, pamatojoties uz vienstāva hidraulisko presi. Vietne ir aprīkota ar stacionāriem un mobiliem rullīšu konveijeriem. Sagataves tiek transportētas, izmantojot rullīšu konveijerus, šādi.
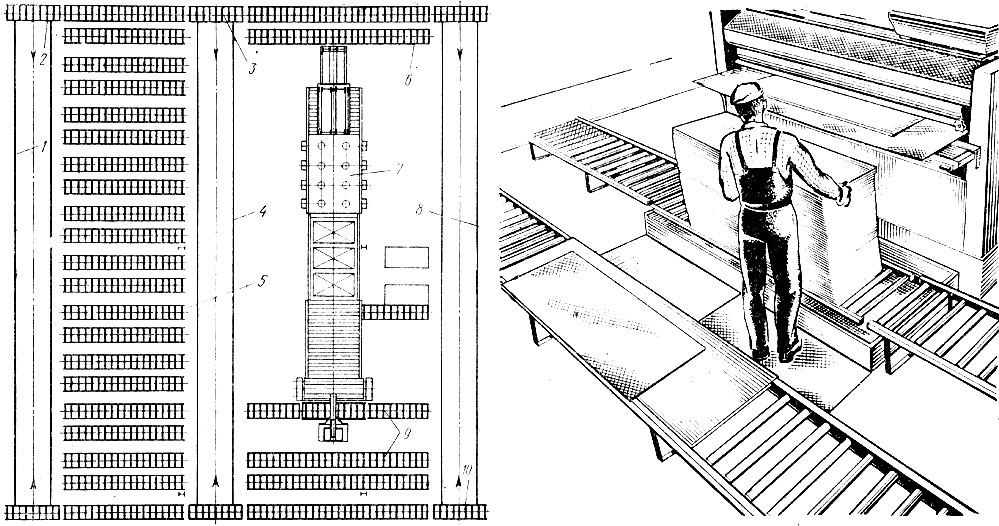
Apstrādājamo detaļu kaudzes ar kustīgu rullīšu konveijeru 10 tiek transportētas pa 8 sliedēm un manuāli pārvietotas uz stacionārajiem rullīšu konveijeriem 9, kas atrodas netālu no oderējuma līnijas 7 līmes uzklāšanas iekārtas. Pēc finierēšanas uz līnijas sagataves tiek pārvietotas uz stacionāriem rullīšu konveijeriem. 6 un no turienes transportē ar kustīgu rullīšu konveijeru 3 pa sliedēm 4 uz stacionāriem rullīšu konveijeriem 5, kas atrodas oderēto plātņu turēšanas zonā. Pēc sacietēšanas oderētās plātnes tiek pārvietotas uz mobilo rullīšu konveijeru 2 un pa sliedēm 1 tiek transportētas uz blakus esošās zonas stacionārajiem rullīšu konveijeriem (nav parādīts plānā) tālākai apstrādei utt.
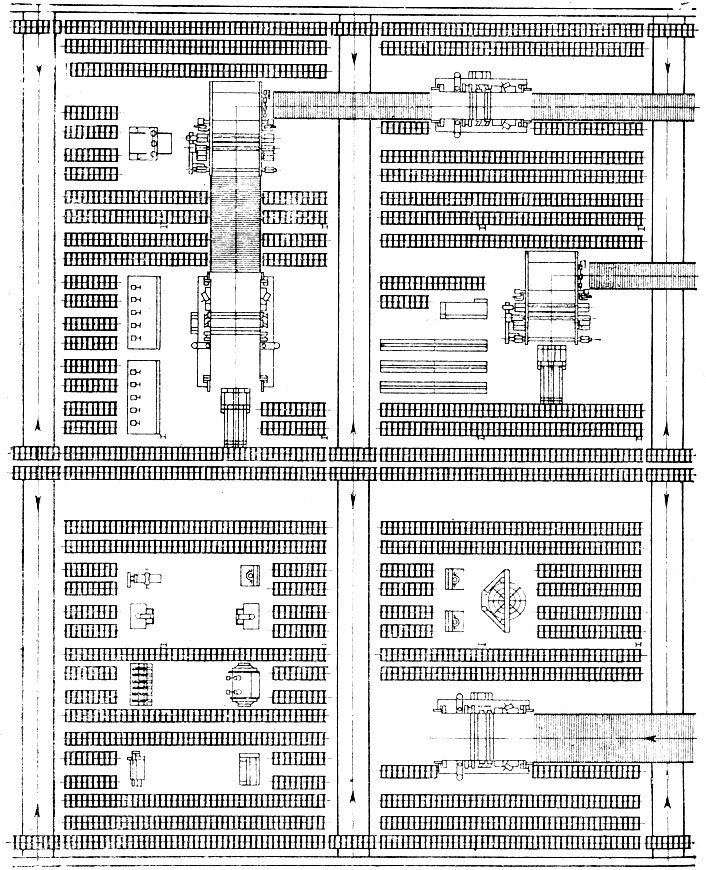
Rullīšu konveijeru izmantošana uzņēmumos kā transporta līdzeklis ļauj transportēt sagataves uz jebkuru ceha daļu, nenoņemot tās no konveijera. Lai to izdarītu, starp apstrādes līnijām un mašīnām tiek uzstādīti stacionāri rullīšu konveijeri, un mobilajiem rullīšu konveijeriem noteiktā attālumā viens no otra ir izvietoti sliežu ceļi. Vietās, kur sliežu ceļi krustojas ar apstrādes līnijām, līnija ir izgatavota pietiekami augsta, lai zem līnijas varētu transportēt mobilos rullīšu konveijerus. Attēlā 155 parādīta izkārtojuma shēma darbnīcas zonai, kas aprīkota ar rullīšu konveijeriem, kas atrodas starp ražošanas līnijām un mašīnām.
Uzņēmumos, kur nav rullīšu konveijeru, sagataves tiek transportētas ceha iekšienē, izmantojot bezceļu ratiņus uz riteņiem, kas aprīkoti ar gumijas riepām un elektriskajiem transportlīdzekļiem.
Apstrādes laikā uz līnijām sagataves tiek transportētas ar konveijeriem.