Chapter X. Technological process of furniture manufacturing at the enterprise
The production of furniture at enterprises refers to serial and mass production. Individual production includes only the production of furniture samples and special orders in experimental workshops.
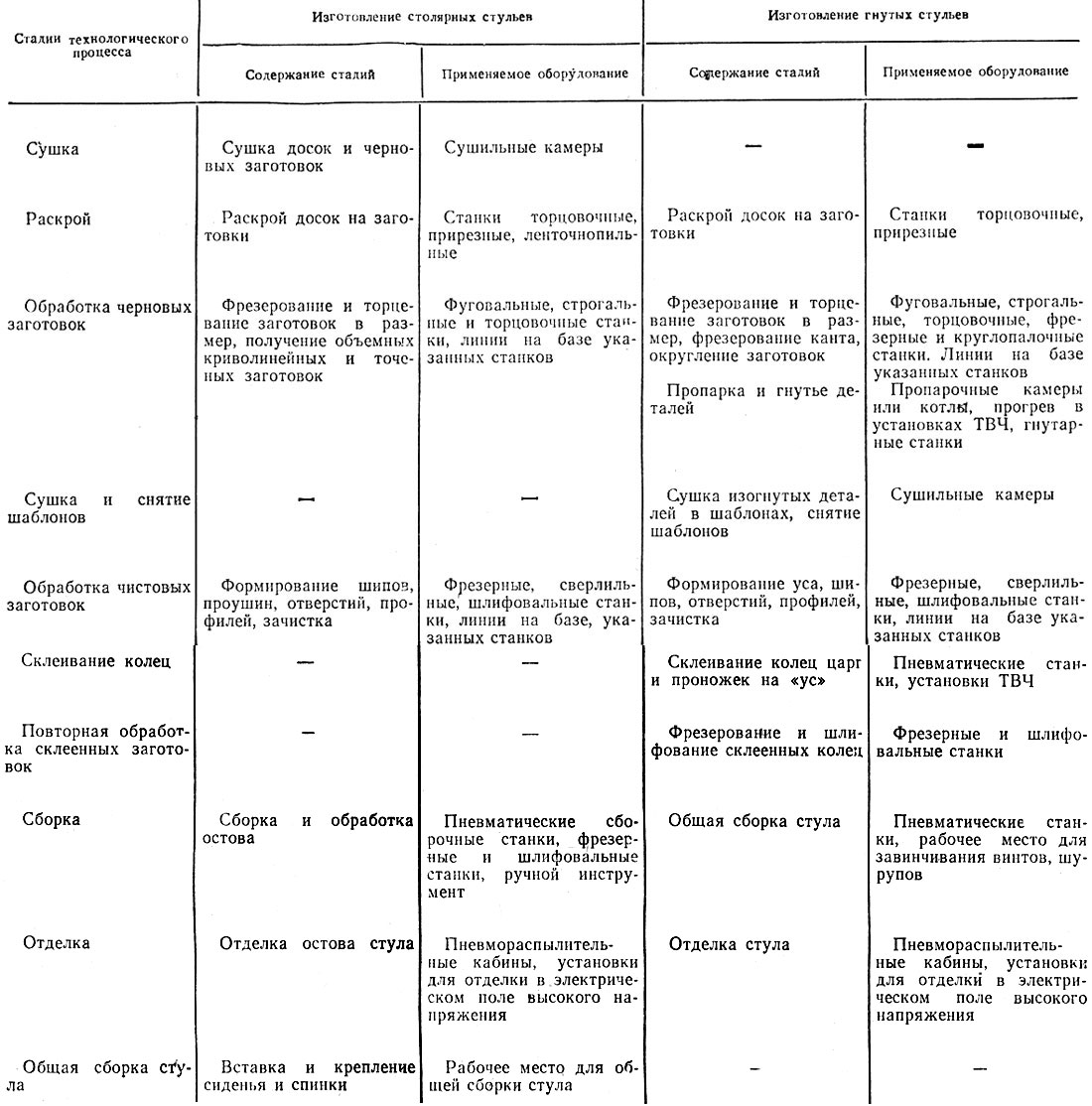
Technological processes for manufacturing furniture of various designs (cabinet, bar) have significant differences. Cabinet furniture (cabinets) is manufactured at enterprises with a full cycle of materials processing and finishing and assembly plants. Bar furniture (carpentry and bent chairs) are manufactured mainly at enterprises with a full cycle of materials processing. The structure of technological processes for manufacturing cabinet and timber furniture is given in Table. 28 and 29.
The furniture manufacturing process at enterprises with a full cycle of material processing begins with drying or cutting.
These enterprises receive multiple rough furniture blanks or boards for furniture production. Multiple rough furniture blanks are first dried and then cut into single rough blanks of the required sizes. Boards, as a rule, are first cut into multiple rough furniture blanks, then the blanks are dried and cut into single rough blanks of the required sizes.
Drying boards before cutting is less economical than drying multiple pieces. When cutting raw boards, waste is discarded, and only multiple pieces are supplied for drying, resulting in a reduction in the volume of material to be dried. In addition, the blanks dry faster than boards.
Drying multiple workpieces is in many cases more expedient than drying single workpieces. Single pieces dry faster than multiple pieces. However, due to the small size of single pieces used in furniture designs, stacking the pieces for drying requires a lot of labor.
The purpose of wood drying is to increase the strength of wood products, protect products from rotting, reduce the shapeability of wood parts, improve processing conditions, and reduce the weight of the product.
Furniture factories use atmospheric and chamber drying of workpieces.
Atmospheric drying of wood is carried out in atmospheric air conditions, without heating. With atmospheric drying, the moisture content of wood required for furniture cannot be achieved, therefore this drying has no independent significance, but is used only in combination with chamber drying.
Chamber drying is the main method of drying wood blanks. Chamber drying of wood is carried out with air (drying agent) at elevated temperatures in drying chambers. Chamber drying allows you to obtain dry workpieces of the required quality and any final moisture content. Before chamber drying, workpieces are usually subjected to atmospheric drying in open warehouses or under sheds.
The main factor determining the quality of chamber drying is the correct choice of drying mode, i.e., the schedule of temperature and air humidity during the drying process. Drying modes are selected depending on the type of drying chamber, breed, thickness and humidity of the material being dried.
Materials for making furniture are dried in low-temperature (up to 100°C) and high-temperature batch chambers. When drying materials in high-temperature chambers, forced drying modes are used with increased temperature and circulation rate of the drying agent.
The severity of the drying regime depends on the rock and thickness of the material. The softer the mode, the lower the temperature of the drying agent. The value of the initial moisture content of wood determines the corresponding temperature and humidity of the drying agent and the time of their exposure.
Furniture factories use standard drying modes developed for periodic steam chambers.
The quality of drying of furniture blanks should ensure subsequent mechanical processing of blanks and assembly of parts according to 13-11th qualifications (GOST 6449-76). These requirements are met by drying quality category II. The permissible deviation of the final humidity with an average final humidity of 6% is ±2.0%, 8% - ±2.5%, 10% - ±3.0%.
The permissible difference in humidity across the thickness of the material with a thickness of 13-22 mm is 2%, 23-40 mm - 3%, 41-60 mm - 3.5%, 61-90 mm -4%.
So that after drying the workpieces have the specified dimensions, allowances for shrinkage are set along the width and thickness of the workpieces. Numerically, the shrinkage allowance is equal to the difference between the size of the wet workpiece and the size of the dry workpiece.
The main structural materials for the manufacture of cabinet furniture are chipboards and fibreboards. Parts made from softwood and hardwood have limited use. Cabinet furniture has mainly a prefabricated design, with an increasing amount of space taken up by the general assembly of products at the consumer’s site. In the production of cabinet furniture, cladding, finishing and assembly (especially installation of decor) occupy a significant place in the technological process.
The main structural material of carpentry and bent chairs is hard and valuable deciduous wood. In this regard, in the technological process of manufacturing bar furniture, drying, processing of blanks and finishing occupy a large place.
Finishing and assembly enterprises for the manufacture of furniture receive lined and polished blanks from slabs and wood from furniture parts factories. The technological process of furniture manufacturing at a finishing and assembly plant includes: the formation of holes and profiles; final grinding; finishing; assembly of assembly units, including installation of decor. A significant place is occupied by picking operations during assembly and packaging in plastic film, cardboard or other material.
Depending on the degree of readiness of semi-finished products arriving at the finishing and assembly plant, the content and sequence of stages of the technological process may change.
Furniture enterprises with a full cycle of material processing have drying, cutting, machine tools, gluing and lining, finishing and assembly shops. Furniture is packaged in special departments or warehouses.
Finishing and assembly furniture enterprises have machine shop (re-machining), finishing and assembly shops. Such enterprises also have departments or warehouses for assembling products before assembly and finished products.
However, the divisions given into workshops are approximate. Depending on the design of the manufactured products, the equipment used, and the degree of readiness of semi-finished products supplied to finishing and assembly plants, it is possible to combine several workshops into one.
To transport workpieces inside the workshop, roller sectional non-drive stationary and mobile roller conveyors are now increasingly being used.
Stationary roller conveyors consist of sections that can be free-standing or anchored to the floor. The length of the sections may vary depending on the purpose of the sections and the area on which they are installed. Mobile roller conveyors move on wheels on rails. Their height above the floor level should be equal to the height of stationary roller conveyors.
In Fig. 154 shows a general view and plan of the area for cladding slabs based on a one-story hydraulic press. The site is equipped with stationary and mobile roller conveyors. Workpieces are transported using roller conveyors as follows.
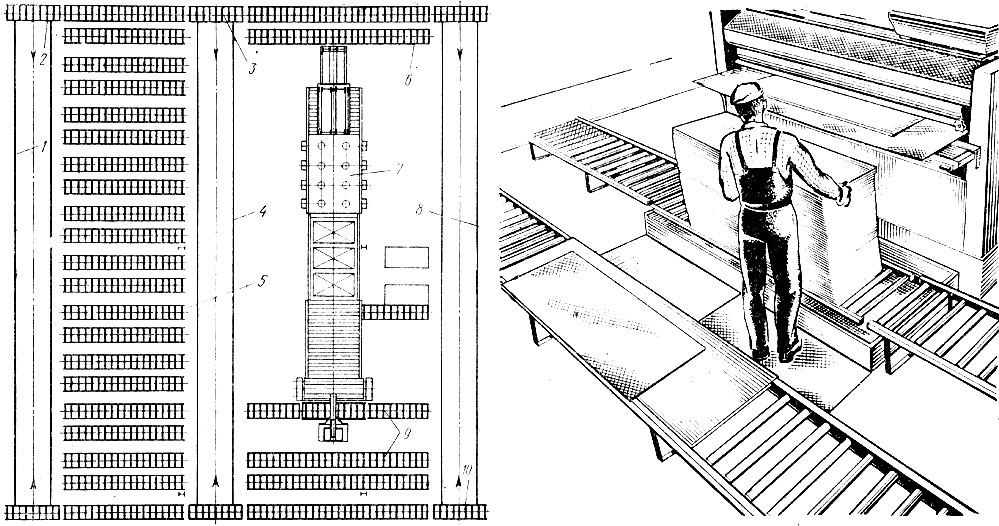
Stacks of workpieces with a movable roller conveyor 10 are transported along 8 rails and manually moved to stationary roller conveyors 9, located near the glue-applying machine of the lining line 7. After veneering on the line, the workpieces are transferred to stationary roller conveyors 6 and from there transported by a movable roller conveyor 3 along rails 4 onto stationary roller conveyors 5 located in the holding area of the lined slabs. After curing, the lined slabs are moved to a mobile roller conveyor 2 and transported along rails 1 to the stationary roller conveyors of the neighboring area (not shown on the plan) for further processing, etc.
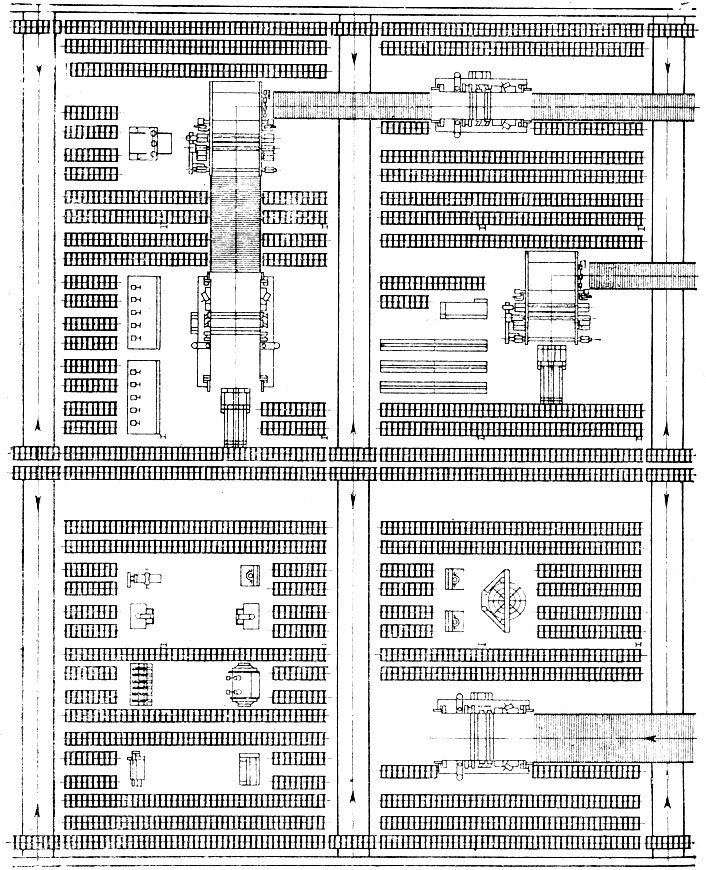
The use of roller conveyors as transport means at enterprises allows for the transportation of workpieces to any part of the workshop without removing them from the conveyor. To do this, stationary roller conveyors are installed between processing lines and machines, and rail tracks for mobile roller conveyors are laid at a certain distance from one another. In places where rail tracks intersect with processing lines, the line is made so high that mobile roller conveyors can be transported under the line. In Fig. 155 shows a layout diagram of part of the workshop area equipped with roller conveyors located between the production lines and machines.
In enterprises where there are no roller conveyors, workpieces are transported inside the workshop using trackless carts on wheels equipped with rubber tires and electric vehicles.
During processing on the lines, workpieces are transported by conveyors.